水导激光如何切割医疗器械中的记忆金属支架?
发布日期:2026-07-17 10:44 浏览量:
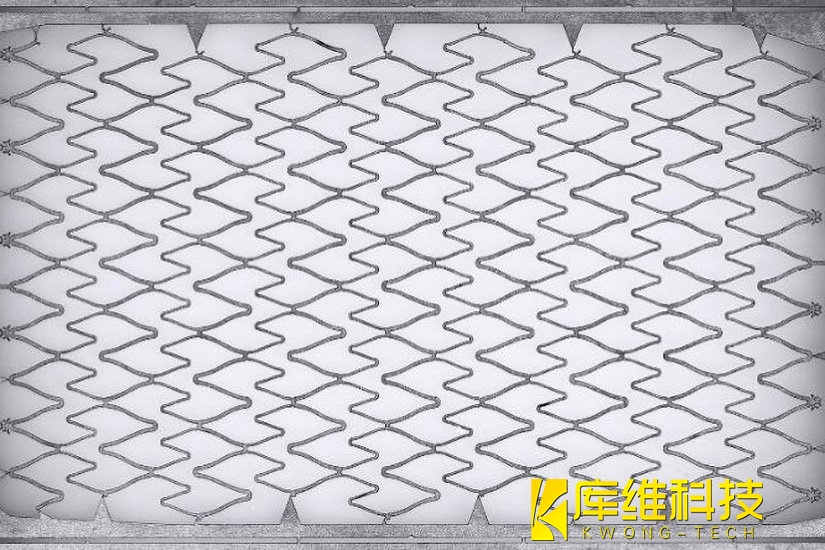
在心血管介入治疗领域,一枚镍钛合金支架的成败,往往取决于焊缝边缘的热影响区(HAZ)。长期以来,医疗行业在“热损伤”与“加工效率”之间艰难妥协,水导激光技术的出现,让这条隐形的红线有了被彻底抹去的可能。本文将以200μm厚镍钛合金支架的实际加工数据为例,展示水导激光在消除HAZ、提升良率方面的显著优势。
一、医疗行业的"隐形红线"
心脏支架需要在血管内长期服役,对生物相容性的要求近乎苛刻,任何热损伤都可能引发连锁反应:
-
HAZ导致材料性能劣化:镍钛合金的形状记忆效应和超弹性对温度极度敏感,传统激光加工产生的热积累会改变材料微观结构,导致支架回缩力下降、疲劳寿命缩短
-
表面缺陷引发血栓风险:传统激光切割留下的氧化层、微裂纹和重铸层,成为血栓形成的温床
-
后处理成本高昂:为避免这些问题,传统工艺需要多道打磨、抛光工序,不仅增加成本,还可能引入新的污染
行业数据显示:传统激光切割镍钛合金支架后,HAZ宽度通常在50-100μm,需要额外20-30分钟的后处理才能达到临床要求。而水导激光技术,正在重新定义这个标准。
二、水导激光技术
水导激光的核心原理是将高压水射流作为"液态光纤",通过全内反射将激光能量精准传导至工件表面。水射流同时承担三重角色:
-
光传输介质:30-80μm的水束直径,相当于一根头发丝
-
瞬时冷却剂:在激光脉冲间隙立即带走热量
-
排屑清道夫:高压水流冲走熔融材料,避免重铸层形成
三、加工案例详解
在库维水导激光切割200μm厚镍钛合金支架时,采用700W脉冲峰值激光、0.08ms脉冲持续时间、800Hz重复频率,配合40μm喷嘴和220bar水压,实现了:
-
切割速度:4mm/s(复杂网状结构)
-
表面粗糙度:颗粒水平<10μm
-
HAZ宽度:近乎为零,无明显氧化层
-
后处理需求:几乎无需额外工序
对比数据更直观:传统激光切割镍钛合金的HAZ为50-100μm,水导激光将其压缩至<15μm,降幅达70-85% 。
四、为什么医疗行业愿意为水导激光买单?
-
生物相容性达标:水导激光设备加工后的钛合金心脏支架和蛇骨管可直接进入临床测试,无需额外的生物安全性处理。
-
良率提升显著:传统激光切割镍钛合金支架的废品率约3-5%,主要来自HAZ导致的材料性能不均匀。水导激光将废品率降至<0.5%,单枚支架的加工成本反而下降。
-
工艺窗口更宽:水导激光对镍钛合金管的壁厚一致性要求更低,允许±10%的壁厚偏差而不影响切割质量,这对上游管材供应商的良率要求更友好。
2025年全球水导激光切割系统市场规模达9550万美元,医疗器械占比约10%,预计到2032年将增长至1.47亿美元。随着水导激光在可降解金属、镁合金、贵金属标记物等更多生物医用材料上的工艺适配成熟,它不会仅仅作为传统激光的“替代方案”,而会进化为高端介入器械制造的基准工艺。
相关文章
水导激光加工案例:15mm厚壁氧化锆增韧氧化铝(ZTA)一次成切
当晶体管越来越小,水导激光如何接住这道精密加工的难题?

水导激光加工案例:陶瓷基复合材料(CMC)扇形环的精密钻孔
水导激光如何实现"切断即完成":零热影响·无毛刺·无锥度的三重逻辑

微电子行业常见的零件加工技术都有哪些?
水导激光加工案例之HPHT金刚石晶体切片

水导激光加工案例之钼棒加工:突破难加工材料的微特征瓶颈
水导激光加工案例之半导体硅晶圆切割
氧化铝基板切割工艺全解:从材料特性到切割方案选择