水导激光加工案例之半导体硅晶圆切割
发布日期:2026-05-20 09:27 浏览量:
如果把芯片制造比作在硅片上建造微型城市,那么划片就是将这座城市划分为独立房屋的“最后一公里”。
硅晶圆切割是芯片制造后道工序的关键环节——将整片晶圆分割为独立芯片,直接决定良率上限。传统砂轮锯切虽成本低,但物理接触带来机械应力,崩边、微裂纹难以避免;干式激光切割虽为非接触式,热影响区(HAZ)却常超过10μm,热应力导致的微裂纹会令芯片漏电流激增30%以上。随着制程向7nm及以下推进,晶圆更薄、切割道更窄,传统方法已力不从心。水导激光技术逐渐进入大众视野。
一、什么是水导激光?
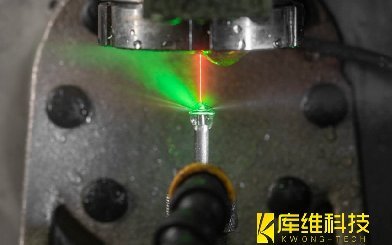
水导激光是一种将高能脉冲激光束与极细的高压水射流巧妙耦合的颠覆性精密加工技术。其核心原理类似于制造一根“可变长度的液体光纤”:通过特殊设计的喷嘴,将聚焦后的激光以特定角度注入高压水柱中。由于水与空气的折射率存在差异,激光在水-气界面会发生全内反射,从而被完美约束并沿着水射流直线传导至工件表面。
在半导体硅晶圆加工中,该技术具有显著优势:
-
无热损伤:高速水流瞬间带走热量,彻底消除传统激光加工易产生的热影响区(HAZ)与微裂纹;
-
切缝极窄:水柱直径极小(<80μm),材料利用率高,切口垂直无毛刺;
-
自清洁:水流同轴冲刷切缝,无需后续清洗。
二、实战案例参数
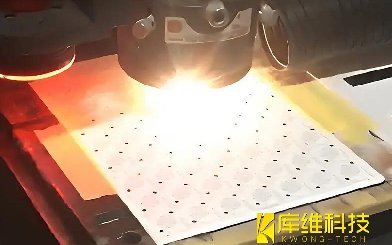
以单晶硅(N型,电阻率10-20Ω·cm)晶圆的划片与异形切割为例,采用532nm绿光激光(200W功率),脉冲频率50kHz,核心加工指标如下:
-
切缝宽度30~50μm,远窄于砂轮锯切的80μm以上,显著节省晶圆面积;
-
切割速度较传统锯切快7~10倍,薄晶圆上可达200mm/s;
-
热影响区<5μm,水射流强制对流冷却速率达10⁶K/s量级;
-
表面粗糙度Ra≤1.0μm,切缝整齐无毛刺、无碎屑残留;
-
无崩边,非接触加工,水射流机械力<0.1N,彻底消除机械应力损伤。
库维科技KD700晶圆划片系统基于上述技术,定位精度±2μm、重复精度±0.5μm,可处理最大300mm晶圆,天然石材基座有效抑制振动,龙门式三轴联动实现高稳定性加工。
三、商业化落地
水导激光硅晶圆切割已进入半导体产线实战阶段。行业头部晶圆代工厂7nm先进制程产线采用该技术后,日产能突破10万片。与传统砂轮锯切相比,材料损耗显著降低——更窄的切缝意味着每片晶圆可多出更多芯片;良品率大幅提升——无崩边、无微裂纹,芯粒断裂强度较机械锯切提高约1.3倍。对于砷化镓、碳化硅等化合物半导体,水导激光同样表现优异,切割速度较精密锯切提升7~10倍。
水导激光以水射流为"光导"和"冷源",将激光的高效去除与水流的即时冷却、排屑融为一体,近乎零热影响、无机械应力,让先进制程下的晶圆切割不再是良率瓶颈,水导激光技术正在重新定义半导体精密加工的天花板。
相关文章
氧化铝基板切割工艺全解:从材料特性到切割方案选择
水导激光加工单晶金刚石时,如何选择最适合的激光参数组合?

切割自动化常见故障排查与解决方案

水导激光加工案例之单晶金刚石(SCD)刀具加工

不同梯度的金属材料,该如何选择切割技术?

解密水导激光精密加工:水束光纤的传导与聚焦机制

水导激光精密加工:晶圆吸附盘外延架微结构加工案例

水导激光加工SiC晶圆支架:一个硬脆材料精密加工的典型案例

水导激光加工案例之氮化硅陶瓷齿轮:突破精密制造的技术革新