水导激光加工案例:陶瓷基复合材料(CMC)扇形环的精密钻孔
发布日期:2026-06-17 10:26 浏览量:
随着航空发动机不断追求更高的工作温度与更轻的结构重量,陶瓷基复合材料(CMC)正逐渐取代部分高温合金部件,被广泛应用于机匣、扇形环、涡轮罩环等热端结构。但也因CMC极高的硬度与脆性,让传统制孔工艺几乎处处碰壁。
一、加工挑战
CMC扇形环在发动机中承担热管理功能,需要加工大量精密冷却孔。但CMC的硬度仅次于金刚石和立方氮化硼,加上纤维-基体界面结合强度低,传统机械钻孔面临三重困境:
-
分层与碎裂: 钻头切入和切出瞬间,轴向力极易在纤维与基体界面引发分层,孔口边缘崩裂严重时,剥落面积可达孔径的200%以上。
-
刀具损耗惊人:CMC的磨耗性极强,金刚石钻头寿命短,频繁换刀推高成本,且尺寸一致性难以保证。
-
效率低下:传统磨削或机械钻孔加工一件CMC扇形环上的孔,往往需要数小时。
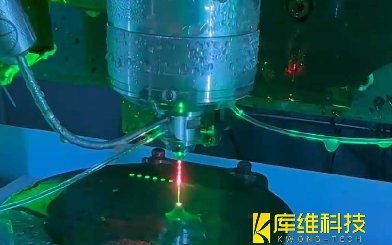
二、技术方案:水导激光技术
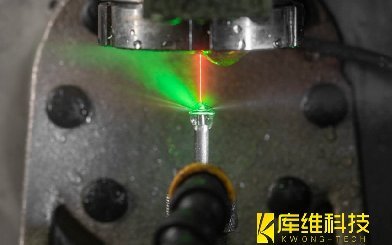
水导激光(LMJ),这项技术由瑞士科学家于1993年首次提出,又被称为微射流激光加工技术。其核心原理是将激光束耦合进入一道发丝般纤细的高压水流中,借助水柱内部的全内反射效应,使激光被精确"导引"并约束在水流路径内,从而实现兼具高精度与低损伤的材料去除。
在CMC扇形环钻孔中,LMJ展现出独特的优势组合:
-
近乎零热影响区:高压水射流持续冷却切削区,热影响区控制在微米级别,远低于常规激光加工;
-
无分层与微裂纹:温和的"湿"激光加工不产生热应力集中,孔壁光滑洁净,纤维-基体界面完好无损;
-
平行孔壁,低锥度:圆柱形激光束确保孔壁近乎垂直,锥度极小,满足航空发动机对冷却孔几何精度的严苛要求;
-
高效排屑:水射流即时冲走加工碎屑,避免切屑重凝或堆积在孔壁表面。
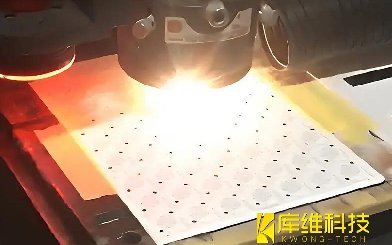
三、加工参数与实测结果
在实际测试中,LMJ展示了强劲的加工能力:在2.6mm厚的CMC扇形环上,以高达1440 mm/min的进给速度打出直径3mm的高质量孔。
实测结果:
-
孔壁光滑,完全没有热应力集中导致的微裂纹和分层现象;
-
入口与出口质量优异,孔口圆度好,边缘无纤维断裂或基体崩缺;
-
无重铸层与沉积物,水射流的即时冷却和冲洗使孔壁保持原始材料特性;
-
完美满足航空标准对热端部件冷却孔的质量要求。
行业头部航空发动机制造商已将LMJ技术集成到CMC部件的量产线中。GE Aviation早在LEAP发动机CMC扇形环量产中就引入了水导激光系统,实现全自动化机器人生产,将单件加工时间从1小时压缩至2分钟。Rolls-Royce同样在其制造技术中心(MTC)部署了水导激光系统,用于CMC构件的切割、铣削和钻孔加工。
CMC扇形环钻孔是航空制造领域典型的"材料先进、加工困难"场景。水导激光以"水导光、水冷却、水排屑"的独特工艺路径,实现了无热影响、无分层、高效率的高质量制孔,让CMC这一先进材料从实验室走向了发动机量产线。
相关文章
水导激光如何实现"切断即完成":零热影响·无毛刺·无锥度的三重逻辑

微电子行业常见的零件加工技术都有哪些?
水导激光加工案例之HPHT金刚石晶体切片

水导激光加工案例之钼棒加工:突破难加工材料的微特征瓶颈
水导激光加工案例之半导体硅晶圆切割
氧化铝基板切割工艺全解:从材料特性到切割方案选择
水导激光加工单晶金刚石时,如何选择最适合的激光参数组合?

切割自动化常见故障排查与解决方案

水导激光加工案例之单晶金刚石(SCD)刀具加工

