水导激光如何实现"切断即完成":零热影响·无毛刺·无锥度的三重逻辑
发布日期:2026-06-10 10:28 浏览量:
激光切割已经是工业加工领域再熟悉不过的技术。从汽车钣金到医疗支架,高能激光束"一划而过"的方式已被沿用数十年。但在航空叶片、碳化硅晶圆、蓝宝石基板这类对精度极其苛刻的场景中,传统激光切割却频频"卡壳"——热影响区造成的微裂纹、重铸层与残留应力,往往逼着工程师在切割完成后再安排一道甚至数道后处理工序。这条漫长的后处理链,正是水导激光试图彻底打断的"旧秩序"。
一、水导激光
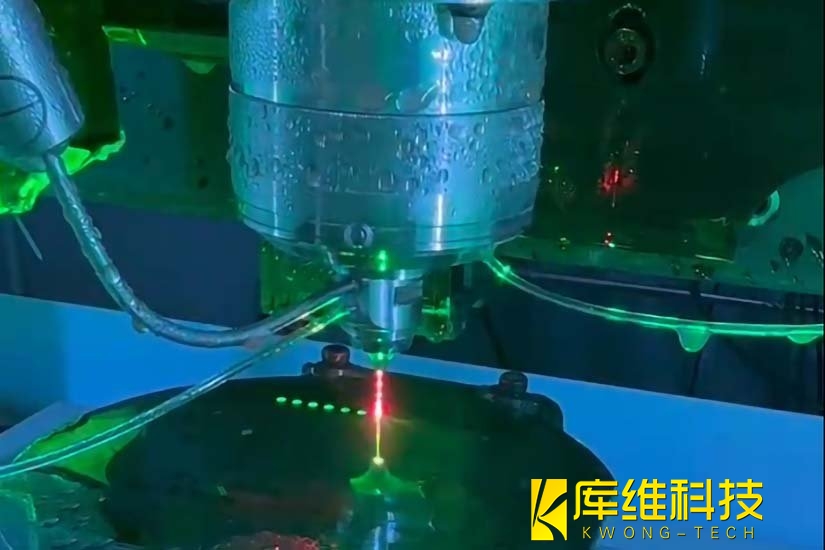
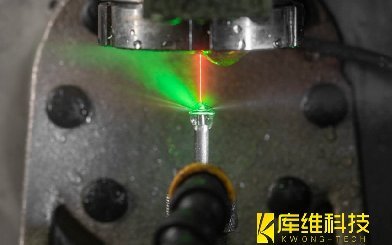
水导激光又叫激光微射流,原理并不复杂:将高能脉冲激光耦合进直径仅30-80微米(约一根头发丝粗细)的高压水射流中。水射流如同"液态光纤",通过全反射引导激光传输至工件表面,实现材料消融。水流同时承担两个关键角色——导光介质和即时冷却剂。
这一"光水融合"的巧妙设计,带来了三个决定性优势,让"切断即完成"不再是奢望:
-
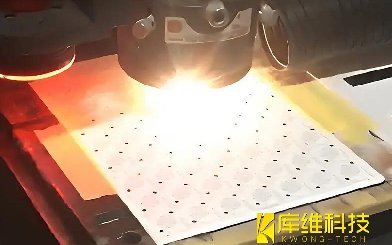
近乎零热影响:高压水流在脉冲间隙瞬间冷却加工区,热影响区控制在5微米以内,材料性能不退化、不退火、无微裂纹。碳纤维复合材料加工中,热影响区比传统激光减少90%以上。
-
无渣无毛刺:水射流在切割同时冲走熔融碎屑,切口光滑干净,无需后续打磨抛光。粗糙度Ra可低至0.1-0.5微米,对医疗器械和精密流体通道尤为关键。
-
无锥度垂直切割:传统激光因光束发散产生"V型槽",而水导激光的圆柱状水束使激光平行输出,切口垂直、深宽比可达100:1以上,最深加工厚度可达40mm SiC。
二、为什么是"下一个竞技场"?
"切断即完成"不是一句营销口号,而是精密加工从"多工序串联"向"一次成型"的价值跃迁。水导激光正在成为激光切割行业下一个竞技场,有三重逻辑支撑:
-
下游需求在倒逼: 碳化硅晶圆、CVD金刚石、陶瓷基复合材料(CMC)、高温合金——这些新一代材料对加工质量的要求远超传统激光能力边界。以SiC晶圆划片为例,传统砂轮锯切崩边率居高不下,干式激光热损伤难以接受,而水导激光划片良率已突破99%。当材料端在升级,加工端没有选择余地。
-
后处理成本正在被重新审视:一台传统激光切割设备或许便宜,但加上去毛刺、清洗、退火等后处理工序的设备投入、人工和时间,总拥有成本并不低。水导激光"切完即用"的特性,在医疗器械、半导体等洁净生产场景中,省下的不只是工序,更是良率损失和时间成本。
-
全球竞争格局正在重塑:瑞士Synova自1993年发明水导激光技术以来长期占据技术制高点,但近年来国产力量加速追赶——库维科技完成了水导激光加工技术和装备的国产化;中科煜宸与福旭智能联手建成国内规模最大的水导激光加工基地,部署设备近百台;华工激光与Synova成立合资公司。据行业数据,2025年中国水导激光设备市场规模达12.8亿元,同比增长23.1%,远超传统激光设备增速。德国通快也已入局,在苏州设立水导激光应用实验室。技术、资本、市场需求三方共振,竞争窗口已经打开。
水导激光不会取代所有切割方式——它不追求通用,而是在传统工艺"切不动、切不好、切完还要磨"的领域,提供一种全新的选择。在中厚板切割、大功率切割等场景中,它也无法取代成熟的光纤激光切割方案。
当加工精度从毫米级热影响走向亚微米级冷加工,竞争的维度已经变了。下一个竞技场,比的不是谁功率更大,而是谁切得更"干净"。
相关文章

微电子行业常见的零件加工技术都有哪些?

面向氢能储运的压力容器激光焊接解决方案
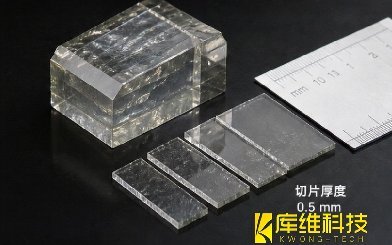
水导激光加工案例之HPHT金刚石晶体切片

水导激光加工案例之钼棒加工:突破难加工材料的微特征瓶颈

激光切割机穿孔炸透镜?根源竟是空压机积水
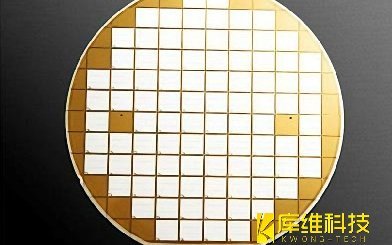
水导激光加工案例之半导体硅晶圆切割
氧化铝基板切割工艺全解:从材料特性到切割方案选择
水导激光加工单晶金刚石时,如何选择最适合的激光参数组合?

切割自动化常见故障排查与解决方案