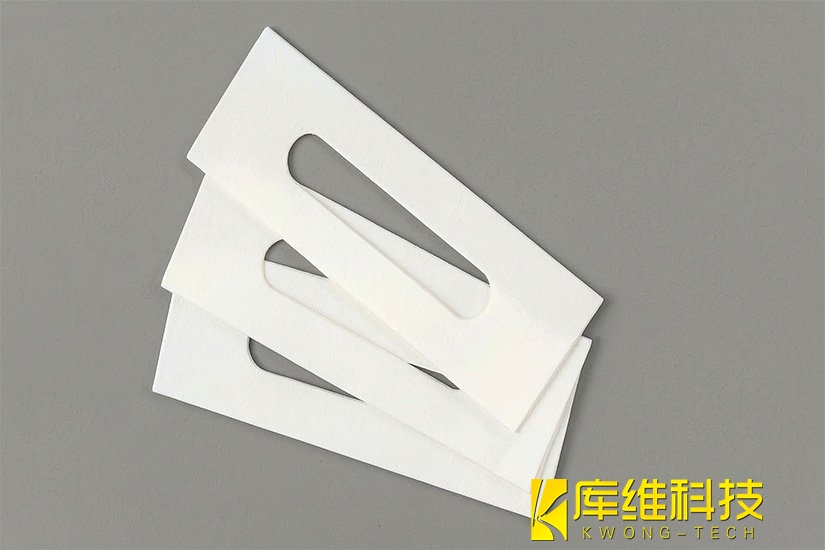
水导激光加工案例:15mm厚壁氧化锆增韧氧化铝(ZTA)一次成切
发布日期:2026-07-03 09:56 浏览量:
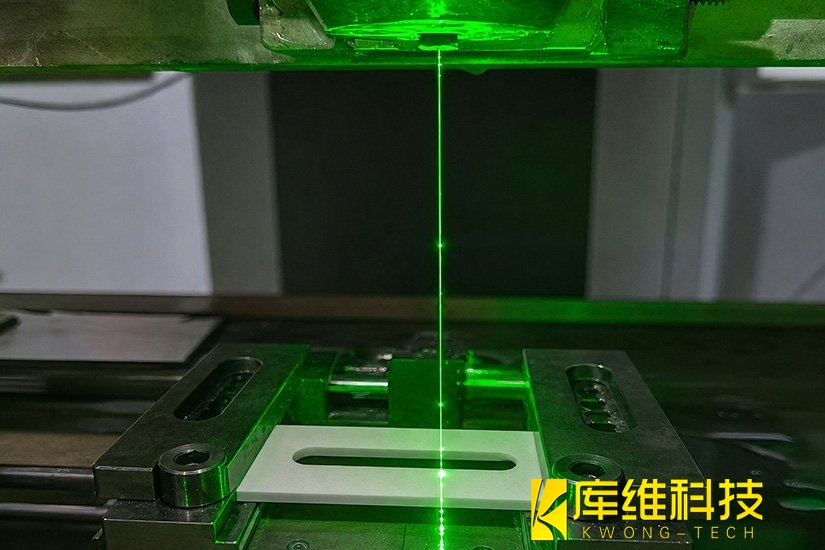
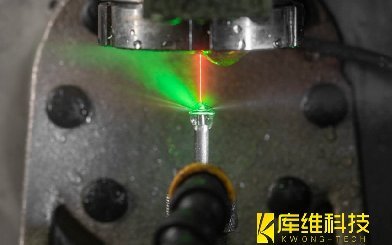
先进陶瓷的加工,一直是精密制造领域的"硬骨头"。而今天要讲的这个案例,是这块硬骨头中最难啃的那一块——15mm厚度的氧化锆增韧氧化铝(ZTA),被水导激光一气呵成切穿,切壁光滑如镜。其原理并不复杂:高功率激光束被耦合进一束比人的头发丝还细的水射流中(直径通常仅30~80微米),并通过水—空气界面的全反射效应,被这束"水光纤"精准引导至工件表面进行切割或打孔。
与传统聚焦激光相比,这种加工方式带来了两个决定性的优势。
-
导光:激光束在水柱中保持近乎平行传播,不受聚焦景深限制,因此可以实现很高的切缝深宽比,切割出的侧壁平行、几乎无锥度。
-
冷却:每一次激光脉冲的"加热-烧蚀"过程之后,材料几乎立刻被冷却至常温,热影响区被压缩到极小甚至可以忽略。业内也因此将这项技术称为"冷加工":断面无毛刺、无氧化、无重熔层,加工废屑也会随水流即时带走,不会污染或粘附在工件表面。
正是这种"冷、净、准"的特性,让水导激光在半导体、超硬材料、精密陶瓷等对热损伤和微裂纹极度敏感的领域,找到了用武之地。
一、材料挑战:15mm厚的ZTA
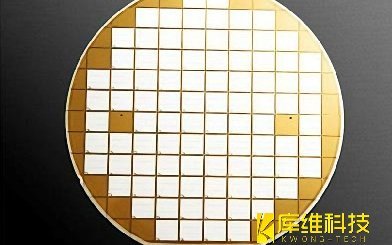
本次案例的加工对象,是氧化锆增韧氧化铝(ZTA)陶瓷——一种以氧化铝为基体、掺入部分稳定氧化锆作为增韧相的复相先进陶瓷。氧化锆颗粒在受力时会发生应力诱导相变,伴随体积膨胀吸收裂纹扩展的能量,从而显著提升材料的断裂韧性,让ZTA兼具氧化铝的高硬度、高耐磨性与氧化锆的抗弯强度,广泛应用于耐磨部件、精密刀具、电子封装基板等场景。
但"增韧"并不等于"好加工"。ZTA本质上仍是一种极脆的先进陶瓷,硬度高、韧性有限,对局部应力和热冲击都非常敏感。而本案例中的工件厚度达到了15mm,对于陶瓷切割而言,这是一个相当有挑战性的深度。
如果采用传统的机械切割(如金刚石砂轮锯切)或电火花等接触式、热效应显著的加工方式,在如此大的切割深度下,材料内部极易因局部应力集中或热冲击而产生微裂纹,裂纹一旦沿晶界扩展,轻则导致切边崩边、断面粗糙,重则造成工件整体断裂、直接报废。这也是脆硬陶瓷深度切割长期以来的行业痛点:切得越深,风险越大。
二、方案与结果
本案例采用了库维水导激光精密加工中心KD700,KD700是一款三轴精密水导激光加工中心,天然石材基座配合龙门式线性马达结构,定位精度±2μm,重复定位精度±0.5μm。该设备基于专利水导激光技术,将高功率激光束耦合进直径仅30~80微米的水射流中,兼具"导光"与"冷却"双重作用,可实现细微切割缝宽对深度比达400:1的高精度加工能力,尤其适合ZrO₂、Al₂O₃等脆硬陶瓷材料的深切割场景。其核心工艺参数如下:
|
参数 |
数值 |
|
激光波长 |
523nm(绿光) |
|
激光功率 |
40-10000W |
|
水射流喷嘴直径 |
30-80μm |
|
水泵工作压力 |
50-550bar |
|
切缝宽度 |
可低至30μm |
|
工作行程(X/Y/Z) |
600/600/300mm |
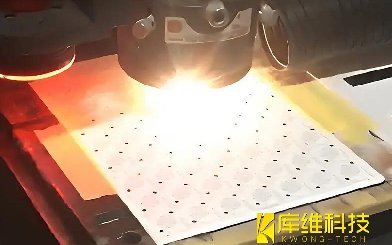
实测结果显示,KD700成功切穿了15mm厚的ZTA陶瓷试件,关键质量指标:
-
无微裂纹:显微镜下切割断面未见任何微裂纹扩展,这是水导激光"冷加工"特性的直接体现
-
切壁光滑如镜:水射流的即时冷却使材料以近乎理想的脆性断裂方式去除,表面粗糙度远优于传统激光加工
-
切缝平行、无锥度:得益于水柱引导的圆柱形光束,切口上下宽度一致
-
无热影响区:HAZ宽度趋近于零,材料亚表面无相变或力学性能退化
水导激光凭借其"冷加工、高深宽比、无锥度"的核心特性,正在成为脆硬陶瓷、超硬材料乃至复合材料加工的重要解决方案之一。这块被KD700一次性切穿、断面光滑如镜的15mm厚ZTA陶瓷,正是这项技术在实际生产场景中价值的一个缩影。
相关文章

水导激光加工案例:陶瓷基复合材料(CMC)扇形环的精密钻孔
水导激光如何实现"切断即完成":零热影响·无毛刺·无锥度的三重逻辑

微电子行业常见的零件加工技术都有哪些?
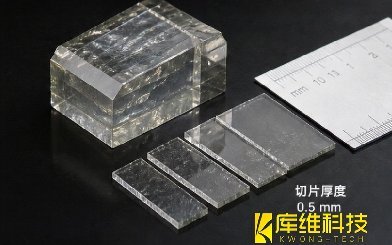
水导激光加工案例之HPHT金刚石晶体切片

水导激光加工案例之钼棒加工:突破难加工材料的微特征瓶颈
水导激光加工案例之半导体硅晶圆切割
氧化铝基板切割工艺全解:从材料特性到切割方案选择
水导激光加工单晶金刚石时,如何选择最适合的激光参数组合?

切割自动化常见故障排查与解决方案