耐腐蚀储罐焊接的“隐形杀手”:自动化产线如何规避气孔、裂纹等缺陷?
发布日期:2026-07-15 10:36 浏览量:
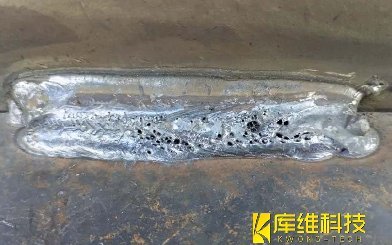
在化工、制药、能源等行业,储罐往往是盛装强酸、强碱或高纯介质的"第一道防线"。一旦焊缝出现耐腐蚀性缺陷,轻则介质渗漏、污染产品,重则引发泄漏事故。而这些缺陷大多藏在肉眼看不见的地方,焊缝内部的气孔、微裂纹,正是威胁储罐长期服役安全的"隐形杀手"。
一、储罐的耐腐蚀性,为什么容不得半点侥幸
耐腐蚀储罐通常采用不锈钢、双相钢或镍基合金等材料,其耐腐蚀性能不仅取决于母材本身的化学成分,更依赖于焊接过程中焊缝金属的组织均匀性与成分稳定性。焊缝一旦存在气孔、夹渣或微裂纹,就会成为腐蚀介质的"突破口":气孔会破坏焊缝的致密性,为点蚀、缝隙腐蚀提供起始点;微裂纹则会在应力与介质的共同作用下逐步扩展,最终导致应力腐蚀开裂。对于长期接触强腐蚀介质的储罐而言,这类缺陷往往在投产后数月甚至数年才暴露出来,届时的维修成本与安全风险都远高于制造阶段的预防投入。
二、传统焊接为何埋下隐患
在人工或半自动焊接过程中,气孔、裂纹等缺陷的产生往往与几个变量密切相关。
-
保护气体的稳定性:通过氩气与二氧化碳等保护气体隔绝空气,可以有效降低焊缝氧化率,减少气孔缺陷,但人工操作中气体流量容易因焊枪角度、风速、管路波动而出现瞬时偏差,一旦保护气覆盖不足,空气中的氮、氧便会侵入熔池,形成气孔。
-
温度控制的滞后:焊接热输入过大或层间温度失控,容易导致晶粒粗化、热影响区韧性下降,进而诱发热裂纹;而对于镍基合金等材料,层间温度、预热与热输入的精确控制是保证焊缝力学性能与耐腐蚀韧性的关键环节。
-
人工操作的波动:人工焊接的手法波动、送丝速度不均,也会造成焊缝成形不一致,为后续检测和使用埋下隐患。
三、自动化产线
自动化焊接产线的核心思路,是用闭环反馈系统替代人工经验判断,把关键工艺参数锁定在稳定区间。
1、惰性气体流量闭环控制
产线通过流量传感器实时监测保护气体的输出压力与流速,一旦检测到偏差,系统会在毫秒级时间内自动调节阀门开度,确保熔池始终处于稳定的气体保护罩内,从源头上切断气孔形成的条件。相比人工焊接,这种闭环调节能将保护气体波动控制在极小范围内,显著降低因保护不良导致的气孔率。
2、红外测温实时调节
红外测温实时调节则解决了热输入失控的问题,红外测温装置对焊缝及其热影响区进行非接触式连续测温,系统根据实时温度曲线动态调整焊接电流、电压与焊接速度,将层间温度与热输入始终维持在工艺评定确定的合理区间内,避免过热导致的晶间腐蚀敏感性上升,也防止因冷却过快产生的冷裂纹倾向。
3、激光跟踪系统
配合激光跟踪系统对焊缝位置的自动识别与焊枪姿态的实时调整,以及六轴机器人的高重复定位精度,自动化产线能够实现从起弧、多层多道焊接到收弧的全流程一致性控制。机器人焊接凭借伺服电机与闭环控制系统带来的高重复定位精度,可实现连续作业中的稳定良品率,这对于储罐环缝、纵缝这类长焊缝尤为关键。
气孔与裂纹看似细微,却是决定储罐能否长期抵御腐蚀介质侵蚀的关键变量,通过惰性气体流量闭环控制与红外测温实时调节等技术,自动化产线把原本依赖老师傅经验的"手感活",转化为可量化、可追溯的数据化工艺,为耐腐蚀储罐的焊接质量提供了更可靠的保障。
相关文章

焊接自动化产线从"零件"到"系统"的蜕变

焊接自动化产线规划:从工艺需求到方案落地的第一步

激光-MIG复合焊接中气孔从何而来?让我们从铝合金焊接案例中揭示气孔的形成

喷涂机器人自动化产线的三大技术革命:从感知、决策到执行

数字化产线:从“单机自动化”到“全流程智能化”的升级

激光摆动焊接技术揭秘:何将铝合金气孔率降低至0.1%以下?

等离子切割VS激光切割:自动化产线如何选型?
铸钢焊接时有气孔是怎么回事

压力容器自动化产线投资回报测算:18个月回本的底层逻辑
