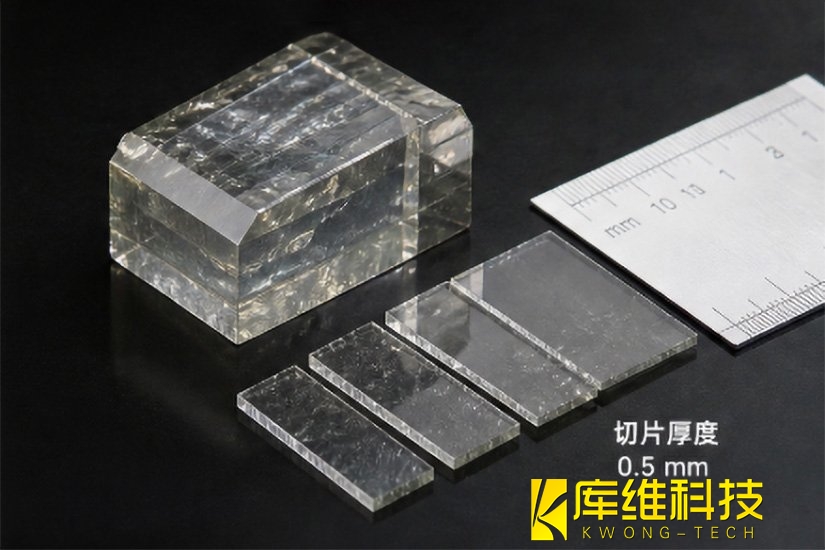
HPHT合成的单晶金刚石,是功率电子散热衬底、超精密刀具和量子器件的核心基底材料。但从一块厚达数毫米的HPHT晶体上切出尽量多的薄片——这个看似简单的"切片"工序,长期是制约良率和成本的瓶颈。
一、水导激光技术
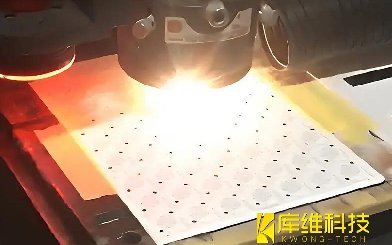
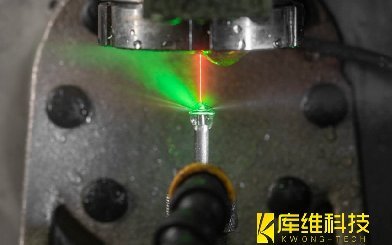
技术原理:先把水过滤、去离子、脱气到超高纯度,加压到约 300 bar,从一个微米级宝石喷嘴(常见 φ=30~80 μm)喷出,形成一根稳定的细水束。532 nm 绿光脉冲激光被耦合进水束入口,在水—空气界面上发生全内反射,就像光纤传导光信号一样——只不过这根"光纤"是水做的,直径只有头发丝的一半,却能一直把光送到工件表面。
关键在于:每一次激光脉冲烧蚀材料的瞬间,紧随其后的水就在冲刷、冷却、冲走熔渣。 它不是先切再冷,而是"边切边冷",本质上逼近了一种"冷加工"。
二、HPHT金刚石切片实战案例实况
以库维科技水导激光系统针对HPHT金刚石的切片案例为例,一块尺寸约 33 mm × 25 mm 的HPHT金刚石晶体,目标切片厚度0.5 mm。加工团队采用的典型工艺参数如下:
激光波长:532 nm(绿光)
激光功率:14–50 W(平均功率)
扫描速度:6–8 mm/s
水射流压力:300bar
喷嘴直径:50–80 μm
切缝宽度:80–100 μm
单刀切深:可达20 mm以上(翻面后累计40 mm+)
脉冲重复频率:6~20 kHz
在实际操作中,由于HPHT金刚石内部可能存在局部应力或杂质分布不均,加工团队通常会引入多道次扫描策略:每道次去除约150 μm深度,配合"穿透检测"自动判断切穿时刻,避免过切或欠切。
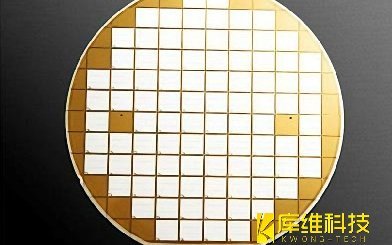
三、HPHT金刚石加工效果
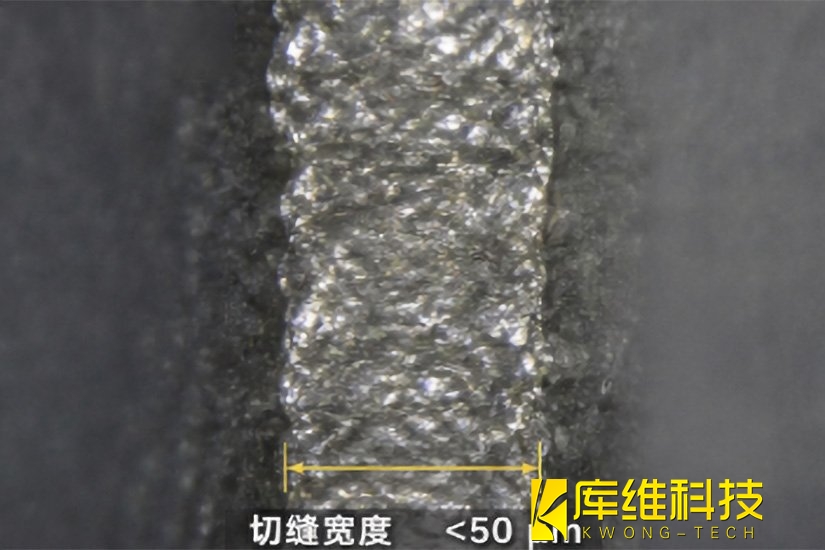
切缝损失:可控制在 <50 μm,相比传统金刚石锯片(通常 >200~300 μm)和常规干激光(>250 μm),材料利用率提升非常可观。
切面粗糙度:Ra 低至 0.256 μm,切面光滑平整,后续研磨抛光工作量大幅减少;
平行度与锥度:切口侧壁几乎无锥度,可保证切片平行于任意晶向,精度达±0.1°;
热影响区:在优化参数下约 4~8 μm,表面仅残留极薄的石墨化层,经简单清洗即可去除,内部金刚石相完好,拉曼光谱可检测到清晰的金刚石特征峰(≈1332 cm⁻¹)。
四、为什么选水导激光?
对于HPHT金刚石这类"又硬又脆"的超硬材料,水导激光的价值不仅在于"切得动",更在于"切得好、省得多"。圆柱形光束避免了干式激光常见的锥形切口和焦点漂移问题;极窄的切缝意味着在贵重金刚石材料上,每切一刀都能省下可观的原料重量。
据行业反馈,部分场景下材料出片率可比传统方式提升一倍以上。
水导激光切金刚石,技术含量不在"功率堆得多猛",而在让光、水和材料三者达成一个极其精致的动态平衡,这套平衡一旦调通,它就成了一把近乎冷态的、切缝只有发丝一半宽的微米级手术刀。对HPHT金刚石而言,这意味着:更高的出片率、更少的材料浪费、更干净的切面。