氧化铝(Al₂O₃)陶瓷基板是电子封装领域的"骨骼",功率模块、IGBT、5G滤波器都离不开它。但这块"骨头"硬得离谱,脆得要命,切它就像在玻璃上刻花,稍不留神就崩边开裂。本文从材料本质出发,拆解三大主流切割方案的适用边界。
一、Al₂O₃材料特性:硬度与脆性的双重夹击
氧化铝的"难搞",根子在晶体结构。α-Al₂O₃为六方紧密堆积,铝氧键能超1000 kJ/mol,共价键与离子键混合赋予它极端力学特征:
-
硬度惊人:维氏硬度1600-2200 HV,莫氏硬度9级,普通刀具根本啃不动
-
脆性致命:断裂韧性仅3-5 MPa·m¹/²,不到金属1/10,应力超临界即崩边碎裂
-
导热有限:热导率25-33 W/(m·K),局部温升引发热应力加剧开裂
一句话:硬度让你切不动,脆性让你切不好,低导热让你切着切着就裂了。
二、三大切割方案对比
1、金刚石划片刀
高速旋转金刚石刀轮(30000-60000 rpm)磨削去除材料。精度±50-100 μm,切缝25-35 μm,崩边需控在10 μm内。设备40-90万元,刀轮寿命50-100 km,运行成本低。
适合场景:薄板(≤1 mm)直线大批量生产。
短板:只切直线,机械接触容易产生崩边,随着切割深度增加,侧向应力会导致厚板切割效率暴跌,刀具磨损致精度衰减。
2、磨料水射流
高压水流混磨料高速冲击侵蚀材料。精度±100 μm,可切10 mm以上陶瓷,表面粗糙度Ra 6.3-12.5 μm。运行成本135-238元/小时(磨料+喷嘴损耗),是三者最高。
适合场景:厚板粗加工、异形件。
短板:切口宽、精度低、磨料嵌入切面影响洁净度、运行成本吃利润,不太适合微小电子基板的精细化作业。
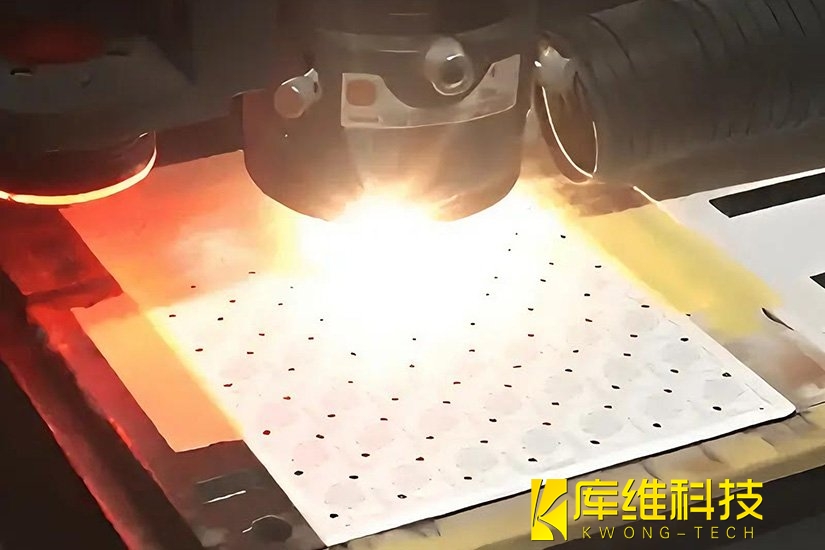
3、激光切割
聚焦激光局部熔融/气化材料。紫外/皮秒激光精度达±5 μm,热影响区<10 μm,光纤激光切割3 mm厚Al₂O₃速度80-120 mm/s。设备国产80-200万/进口250-600万,运行仅25-28元/小时。
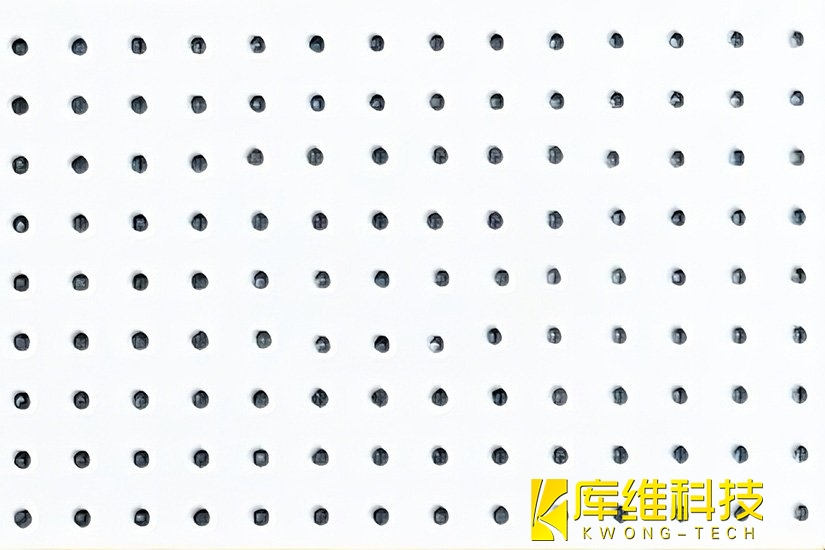
适合场景:薄板精密加工、微孔阵列、复杂异形。
短板:厚板(>5 mm)热应力易开裂,设备初始投资高。
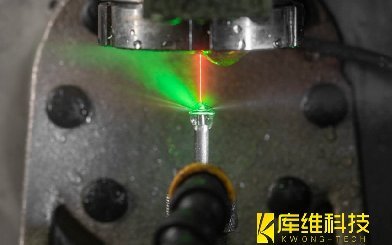
4、水导激光
水导激光将激光束耦合进高压水柱(直径30-80 μm,流速200 m/s),水流同时充当光导和冷却介质:热影响区压缩至2-5 μm,锥度角仅0.2°-0.4°(传统激光>2°),水流即时冲走熔渣免后处理,可处理>2 mm厚陶瓷。国内已实现100%国产化设备突破,随着成本下探,在高端电子封装领域渗透加速。
三、方案选择建议
|
维度 |
推荐方案 |
理由 |
|
基板 ≤1 mm |
激光切割 |
精度最高,热影响可控 |
|
基板 1-3 mm |
激光/划片刀 |
视精度要求取舍 |
|
基板 >3 mm |
水射流/水导激光 |
激光热应力风险大 |
|
精度 ≤±10 μm |
激光切割 |
划片刀和水射流无法企及 |
|
精度 ±50-100 μm |
金刚石划片刀 |
成本优势明显 |
|
大批量直线 |
金刚石划片刀 |
效率高、耗材低 |
|
复杂异形/微孔 |
激光切割 |
数控柔性加工 |
|
高端封装低损伤 |
水导激光 |
兼顾精度与零损伤 |
选型口诀:薄而精用激光,厚而粗用水射流,量大线直用划片刀,零损伤高附加值上水导激光。
陶瓷基板切割走向两端:微米级超精密和厚板高效加工。单一切割方案越来越难兼顾精度与效率,激光-机械复合加工、在线AOI闭环控制正成为新方向,水导激光作为横跨精密与低损伤的平衡方案也值得关注。