给水导激光挑选参数,就像是给一位顶级的雕刻大师准备合适的刻刀和颜料。单晶金刚石(SCD)作为“硬度之王”,对加工条件的容忍度很低。要想切得又快、又好、又干净(无热损伤、无微裂纹),就必须搞懂激光参数、水射流参数和运动参数这“三驾马车”是如何协同工作的。
一、核心激光参数
1、激光波长:
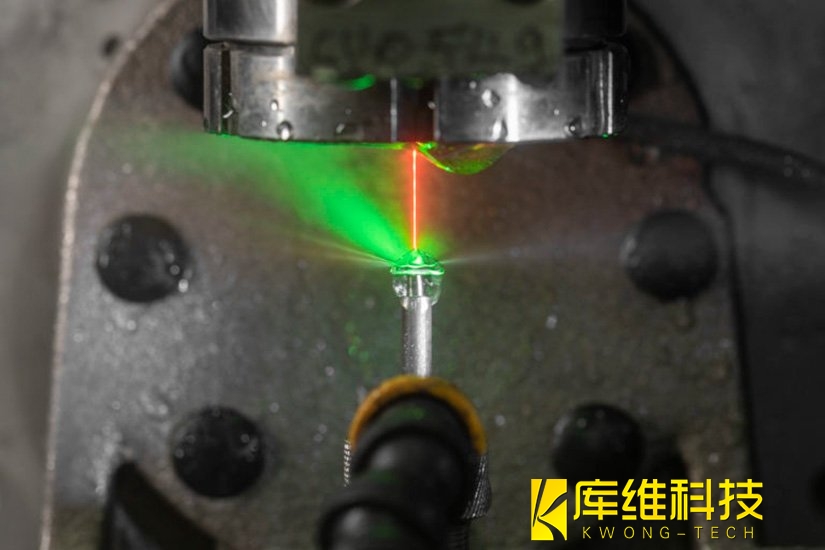
对于单晶金刚石这类宽带隙超硬材料,其对可见光的吸收率远高于红外光。所以 532nm(绿光)是目前加工SCD最主流、最高效的波长。部分超快激光设备也会采用515nm或355nm的波长来实现更精细的冷加工。
2、激光功率与能量密度:
单晶金刚石的烧蚀阈值极高(通常超过100 J/cm²)。功率过低会导致材料去除率极差;但功率过高又会引起过度烧蚀和石墨化残留。
实战参考: 在纳秒级别的水导激光加工中,功率通常设定在 12W 到 20W 之间。研究表明,16W左右往往是一个“甜蜜点”,能兼顾较高的材料去除率和较好的刃口/表面质量。
3、脉冲宽度与重复频率:
纳秒(ns)激光: 工业界最常用的选择。平衡了加工效率和设备成本,配合水冷的加持,足以抑制大部分热损伤。重复频率多设置在 6kHz 到 20kHz 之间。
皮秒/飞秒(ps/fs)激光: 适合对表面质量要求极度严苛的场景(如量子器件、超精密切削刀具)。超快激光能将热影响区(HAZ)压缩到极小,但材料去除效率相对较低。
二、水射流参数
1、水射流压力:
水压决定了水束的稳定性和长度。压力不足,水束容易断裂或扩散,导致激光溢出或能量衰减;压力过高则可能引发震动。300 bar(约30 MPa) 是加工金刚石时非常经典且稳定的设定值。
2、喷嘴直径:
喷嘴孔径直接决定了水束的直径。加工单晶金刚石通常使用 50μm 到 80μm 的喷嘴。小孔径(如30-50μm)适合微细加工,大孔径(如60-80μm)则能包裹更多能量,提升深槽或厚件切割的效率与平直度。
三、扫描与辅助参数
1、扫描速度:
走得太快,能量累积不够,切不透;走得太慢,容易导致局部过热或切缝过宽。通常需要与激光功率匹配。实验数据表明,在功率14W-16W的情况下,扫描速度设定在 6 mm/s 到 8 mm/s 往往能获得最佳的加工表面质量(最低粗糙度)。
2、辅助气体:
高速激光和水流容易产生大量水雾。必须使用惰性保护气体(如氦气或氮气)在喷嘴周围形成气帘,防止水珠附着在蓝宝石/Diamond喷嘴或光学镜头上。气体流量通常设定在 0.06 L/min 至 1.5 L/min 之间。
避坑指南
-
定“基调”:根据加工类型(切片、开槽还是成型),先固定波长(532nm)、水压(300bar)和喷嘴直径(如50μm)。
-
找烧蚀阈值:固定扫描速度(如6 mm/s),从低到高调节激光功率,找到刚好能让金刚石表面发生稳定去除的“临界功率”。
-
优化表面质量:在临界功率的基础上略微提高功率(如14W-16W),微调扫描速度,观察切缝侧壁是否有微裂纹或石墨残留,直到获得光亮的镜面切面。
-
留意“石墨化”:如果在加工后发现切缝边缘有一层灰黑色的粉末,这说明你的能量密度过高或扫描速度过慢,导致金刚石局部发生了石墨化相变。此时应适当提高扫描速度或略微降低激光功率。
加工单晶金刚石的完美参数,就是在“切得动(足够能量)”和“不受伤(水冷充分、无热残留)”之间找到的那个最佳平衡点。