水导激光加工案例之单晶金刚石(SCD)刀具加工
发布日期:2026-05-06 10:02 浏览量:
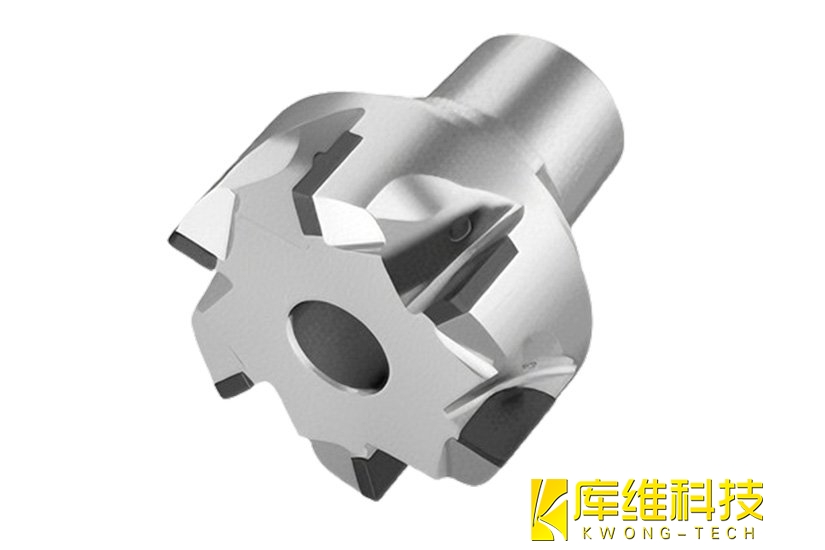
单晶金刚石(SCD)刀具堪称"王者之刃"——它能磨出纳米级刃口半径,实现Ra值低至数纳米的表面光洁度,是加工精密光学元件、半导体晶圆、高端模具的终极工具。但这把"最硬的刀"本身却极难加工。金刚石的高硬度(可达10000HV)让传统研磨方法效率低下,且机械研磨容易在刀具表面产生微小沟纹和较厚的加工变质层,刃口锯齿度往往达到几十纳米。如何高效、低损伤地切割和成形SCD刀具坯料,一直是行业痛点。
一、水导激光技术
水导激光的核心原理是利用光的全内反射现象。当激光从水射流(折射率约1.33)射向水与空气的界面时,若入射角大于临界角(约48.6°),激光会被牢牢限制在水柱内部传输——就像光在光纤中传播一样。水射流因此成为一根"液体光纤",将激光能量精准导向加工区域。
这一过程中,高压水同时扮演三重角色:导光介质、实时冷却剂和碎屑冲刷工具。高速水流(可达数十米/秒)带走加工产生的热量和熔融物,使热影响区(HAZ)被压缩到极小水平——通常仅几微米甚至更少。这从根本上解决了传统激光加工热损伤大的问题,尤其适合碳化硅、金刚石、蓝宝石这类热敏或硬脆材料。
二、为什么水导激光特别适合SCD加工
SCD刀具加工的核心挑战在于:既要高效去除硬脆材料,又不能引入热损伤或微裂纹。传统方法各有局限——机械研磨效率与质量难以兼顾,放电加工存在热影响,等离子体刻蚀又难以精确控制。
水导激光的优势恰好对症:
-
热影响区极小:水射流持续冷却,使热影响区控制在微米级别,避免金刚石因热应力产生微裂纹
-
切割质量高:水流的冲刷作用带走碎屑,切割面光滑、无挂渣
-
精度可控:通过调整激光功率、扫描速度等参数,可精确控制切口宽度和深度
-
非接触加工:无机械应力,不会对脆性的SCD造成额外损伤
三、SCD刀具的KD700设备加工实测
-
水射流直径:50 μm
-
激光功率:25-30 W(绿光)
-
MCD切割速度:2.6 mm/min
-
热影响区:<6 μm
-
边缘波纹度:<0.5 μm
-
表面粗糙度Ra:<0.3 μm
-
位置精度:±3 μm
-
重复精度:±1 μm
实测效果:刀具刃口锐利度达到5 μm边缘半径;一次校准后连续加工20件产品,尺寸稳定,无需额外设置调整;几何公差优于图纸标称值,达±0.1 mm以内;切割表面质量可直接免除后续磨削工序,大幅缩短了刀具制造周期。
应用实际价值:
-
省去磨削工序:传统流程需要切割+粗磨+精磨,水导激光切割后表面质量即可达交付标准,简化了后处理流程。
-
一致性好:±1 μm的重复精度确保批量生产时刀具性能稳定,避免了人工研磨带来的离散性。
-
热损伤可控:热影响区<6 μm,远小于传统工艺,避免了因热应力导致的刃口微裂纹,延长了刀具使用寿命。
-
适应复杂形状:通过数控编程,可实现复杂轮廓的精密切割,灵活应对定制化需求。
水导激光技术已进入产业化阶段,在半导体晶圆切割、航空发动机冷却孔加工、医疗器械精密制造等领域广泛应用。对于SCD刀具制造而言,这项技术正在从"可选项"变成"优选项"。
相关文章

不同梯度的金属材料,该如何选择切割技术?

解密水导激光精密加工:水束光纤的传导与聚焦机制

水导激光精密加工:晶圆吸附盘外延架微结构加工案例

水导激光加工SiC晶圆支架:一个硬脆材料精密加工的典型案例

水导激光加工案例之氮化硅陶瓷齿轮:突破精密制造的技术革新
水导激光设备加工氧化锆陶瓷时的150MPa高压水射流有什么特别之处
半导体自动化切割都包含哪些技术?
氧化锆陶瓷加工崩边率高?水导激光如何将崩边率降至0.5%

水导激光加工案例之金刚石散热片切割