自动化切割设备早已成为工业生产的主力军,但设备在长期高负荷运行下难免“生病罢工”,一旦停机,不仅影响产能,更让车间主管焦急万分。行业数据显示,切割设备年均非计划停机占总运行时间的15%-20%,其中80%的故障本可通过规范排查提前化解。本文给大家罗列了一些切割自动化常见故障排查与解决方案。
一、定位精度异常
表现: 切割尺寸偏差、路径偏移、重复定位不一致。
可能原因: 导轨丝杠磨损致反向间隙增大;编码器极性错误或伺服增益偏小;工件装夹松动。
排查与解决: 千分表测导轨直线度和反向间隙,超差则更换并重做螺距误差补偿;编码器方向与坐标变化不一致则取反极性;伺服刚性不足适当增大增益;吸附平台定期清孔保真空度。
二、切割质量下降
表现: 切口粗糙、毛刺挂渣、切割不透、边缘掉粉。
可能原因: 激光或等离子弧的焦点偏高/偏低或镜片污染后功率衰减,都会导致穿透力不足;辅助气纯度/压力不达标,都会导致切面发黄、挂渣;切割速度过快容易导致切不透,过慢则会让切缝粗糙宽大;割嘴/刀片磨损。
排查与解决: 从"光-气-刀"三要素逐项查。使用调焦仪重新校准焦点位置;检查激光器或电源模块是否老化,必要时更换;排水并更换高纯度气源;根据板材厚度重新调节气压(通常在0.5-0.8MPa);参考设备厂商提供的参数表,针对不同材质和厚度进行功率速度微调;割嘴变形或刀片钝化立即更换。电池极片分切中刀片磨损是掉粉头号元凶,建议按切割米数强制换刀。
三、设备报警停机
表现: 切割中突然停机、冷却报警、碰板报警、随动失灵。
可能原因: 冷却水温过高或流量不足;电容随动失灵致喷嘴撞板;程序超程触限位。
排查与解决: 先看报警代码。"Chiller Alarm"查冷水机滤网和水流;碰板报警远离板面时清电容数据重标定,跟随中报警则增大随动增益(一般设2-3);程序超程用仿真重跑刀路排除过切指令。
四、通讯与程序故障
表现: 系统无法启动、程序错乱、通讯中断、黑屏。
可能原因: 很多时候设备没坏,只是急停按钮没复位,或者安全门没关严;供电异常或接线松动;USB/网线接口松动,或者电脑接地不良产生静电干扰;PLC/MES协议不匹配;系统文件损坏或参数被误改。
排查与解决: 黑屏先拔插显示器线缆而非换屏;紧固松动端子、更换氧化接头;协议不匹配则升级或回滚软件版本;信号线改用屏蔽线并与大功率设备隔离;异常断电后按流程关闭器件,等5分钟以上再重启。检查并顺时针旋起所有急停按钮,确保舱门闭合到位;尝试重启软件或整机;若无效,可参考备份恢复系统参数,或重新安装控制软件。
五、 无激光、气体压力报警
表现:设备无切割光束输出,或频繁跳出气体压力、水冷高温报警。
可能原因:聚焦镜和保护镜沾满粉尘或炸裂,会导致光束散射甚至烧毁切割头;空压机滤芯失效、气管打折或被灰尘堵塞,会导致供气压力异常;水温超过42℃会触发热保护。通常是散热风扇被灰尘堵死或冷却液变质。
排查与解决:每日开工前用无水乙醇和专用擦镜纸清洁镜片,发现破损立刻更换;定期排放空压机积水,清理或更换滤芯,理顺气管接头;清洗水冷机滤网,更换去离子水或专用冷却液。
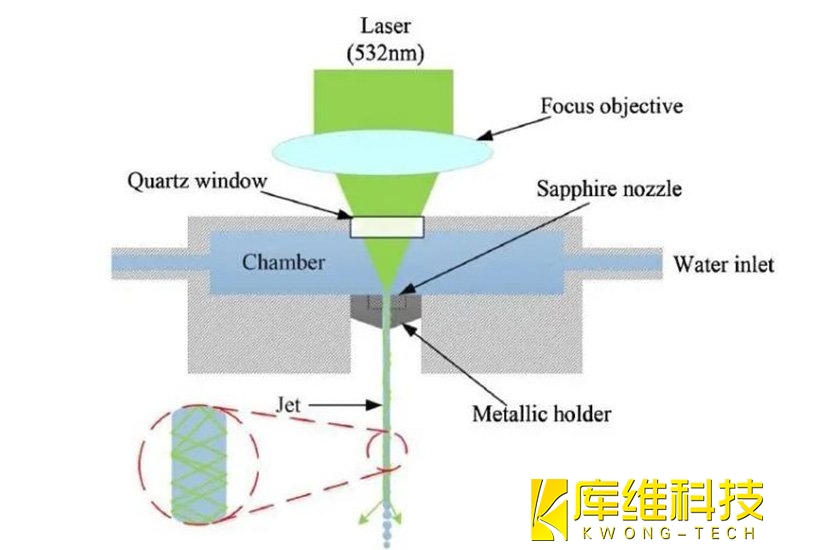
六、水导激光特有故障
表现: 水束流中断、耦合效率下降、切口不规则。
可能原因: 水路堵塞或喷嘴磨损;激光与水束同步失调;水质变差。
排查与解决: 先查水路——检查喷嘴和管路有无堵塞泄漏;激光功率正常但效率低,多半耦合问题;校准激光与水射流同步时间;每周过滤水介质,两月更换循环水。水导激光对环境极度敏感,车间温度控在20±3℃,湿度40%-60%是底线。