切割是金属加工的第一道工序,选对切割技术,不仅能让产品成型更精准,还能大幅降低成本、提升效率。面对从薄如蝉翼的金属薄片到厚达数百毫米的重型钢材,究竟该怎么选?答案就藏在材料的“梯度”里——厚度、成分和精度需求,共同决定了你该用哪种切割方式。今天,我们就来为大家梳理一份通俗易懂的金属切割“配对指南”。
一、薄金属板
薄金属板多见于铝、铜等有色金属,厚度通常在3毫米以下。这类材料的特点是导热快、质地软,切割时稍不注意就容易变形或烧穿。
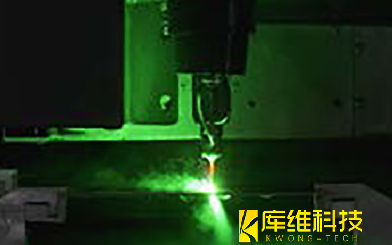
激光切割是薄板的“最佳拍档”。它像一把精准的“光刀”,通过高能量密度的光束瞬间熔化材料,切缝窄、边缘光滑,特别适合制作精密零件的复杂形状。超高功率激光切割技术不断突破,配合AI智能调控系统,能自动匹配最佳工艺参数,实时监测熔池状态,让切割质量和稳定性更上一层楼。
如果担心热量对薄板造成损伤,水刀切割和水导激光切割则提供了另外的高端解法。
水刀切割:它以水为“刀”,加上磨料辅助,全程冷态切割,几乎不产生热影响区,特别适合对热变形敏感的材料。
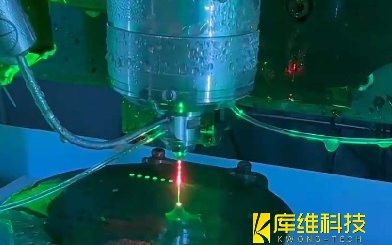
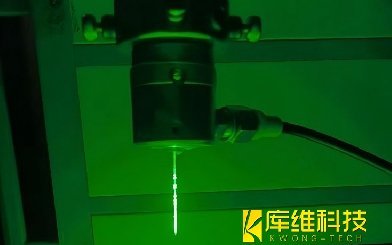
水导激光切割:它将激光束耦合进高压水射流中,利用水流引导激光并同时冷却材料。这种技术兼具激光的精密性和水刀的冷态特性,尤其适合极薄、高反射或热敏感材料(如超薄钛箔、光伏异质结电池中的铜锡合金),能彻底消除传统激光的热影响区和微裂纹,实现真正的“无热损伤”切割。以铜材为例,传统红外激光的吸收率仅有5%,而新型绿光激光(532nm波长)对铜的吸收率可达40%,是红外激光的8倍。
二、中厚金属板
中厚板(3-25毫米)是工业领域最常见的钢材类型,如不锈钢、碳钢等。这个厚度区间,竞争最激烈的是激光切割和等离子切割两种技术。
激光切割凭借高精度、高效率的优势,在中厚板市场占有率持续攀升。搭配智能软件,能自动优化切割路径,减少空行程时间,适合批量生产精密零件。
等离子切割则像一位“力量型选手”。它利用高温等离子弧快速熔化金属,切割速度比激光快2-3倍,尤其在薄板领域,每分钟可超过100英寸。虽然切口边缘略显粗糙,但对于只需要初加工的构件来说,这点“瑕疵”完全可以接受。关键是它的设备成本和运行费用都更亲民,适合预算有限但追求效率的厂家。
而针对中厚板中的难加工材料(如高强度装甲钢、耐热合金),水导激光切割正逐渐崭露头角。由于水流能及时带走切割区域的热量,它避免了传统激光在厚板切割中常见的“挂渣”和“过烧”现象,切口垂直度极高,大大减少了后续打磨工序。
三、厚金属板
到了25毫米以上的厚金属板领域,等离子切割和氧乙炔切割(火焰切割)开始大显身手。
等离子切割的厚度优势明显,高端设备可稳定切割2英寸(约50毫米)以上的低碳钢,部分大功率机型甚至能挑战更厚规格,速度远快于火焰切割。
氧乙炔切割是切割领域的“老前辈”。它靠氧气与乙炔燃烧产生的热量熔化金属,虽然速度慢、热影响区大,但设备简单、成本极低,在野外作业或没有电力供应的工地,依然是许多老师傅的首选。对于大型钢结构、船舶厚板这些“对精度要求不高但量很大”的场景,火焰切割依然占据一席之地。
激光切割也在向厚板领域突破。120kW级别的超高功率激光切割机已能处理400毫米级的碳钢和不锈钢,效率提升达3倍,但设备投资成本较高,目前主要面向高端制造场景。
四、特殊合金材料
钛合金、高温合金等特殊材料,因为成分特殊(易氧化、硬度高、导热性差),对切割工艺提出了更高要求。
以钛合金为例,它广泛应用于航空航天领域。这类材料既怕高温,又需要高精度的几何形状。传统机械切割容易产生毛刺和应力集中,而水刀切割的优势恰好契合:全程冷态加工,完全不产生热影响区,能最大程度保护材料的物理特性。航空航天企业已普遍采用水刀技术对钛合金、铝材进行近终成型加工,减少了后续繁重的打磨工序。不过,对于钛合金蜂窝芯、镍基单晶叶片等超硬脆材料,普通水刀的切割力可能不足,此时水导激光切割便成为理想选择。它能在不引入热损伤的前提下,实现极高的表面质量和切割速度,是目前高端制造中“以切代磨”的关键技术之一。
激光切割同样在特殊合金领域表现优异。三维五轴激光加工技术的出现,让新能源汽车复杂曲面件的精密切割成为可能——A柱、B柱、电池托盘这些形状各异的零部件,都离不开这把灵活的“光刀”。
五、复合材料
金属与非金属复合而成的材料,切割时最大的难题是:不同材质对热量的反应差异巨大。比如碳纤维增强金属,局部过热可能导致分层或脱粘。
水刀切割再次成为“解题高手”。它没有热影响区,可以精准控制切割深度,不会因热量积累损伤材料界面。
而在精密电子领域,如切割带有镀金层或陶瓷基板的异质复合材料时,水导激光切割因其极细的光束(最小可达20微米)和无热效应,能够完美解决分层问题,同时保证切口边缘无微裂纹,良品率远高于传统机械锯切。
激光切割则胜在“精细控制”,通过调节功率和焦点位置,能够实现对不同深度的选择性切割,适合需要一定精度的复合材料零件。
切割技术的选择,本质上是“需求匹配”:薄板追求精度和光洁度,中厚板权衡效率与成本,厚板看重切割能力和稳定性,特殊材料则必须优先保护材料性能。记住三个关键词——厚度、成分、精度,就能快速找到最适合的切割方案。而对于那些处于“传统热切割做不好,机械加工效率低”的灰色地带的高端材料,不妨关注一下水导激光切割技术,它往往是打破工艺瓶颈的秘密武器。