水导激光加工案例之氮化硅陶瓷齿轮:突破精密制造的技术革新
发布日期:2026-03-19 10:09 浏览量:
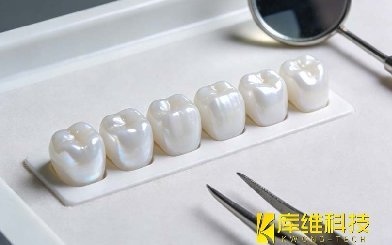
氮化硅陶瓷(Si₃N₄)因其高硬度、耐高温、低热膨胀系数等特性,被广泛应用于航空航天轴承、精密传动机构等高端领域。本次案例针对Φ2mm、厚度3mm的氮化硅陶瓷齿轮,采用水导激光加工技术,成功实现表面粗糙度Ra<0.2μm的精密加工要求,为微型陶瓷传动部件的批量生产提供了可靠解决方案。
一、技术难点
-
材料特性挑战:氮化硅陶瓷莫氏硬度达7级以上,脆性大,加工过程中极易产生微裂纹。微型齿轮齿形复杂,传统加工方式难以保证齿面完整性和尺寸精度。
-
精度要求严苛:Φ2mm的微型齿轮对齿形精度、表面粗糙度要求极高,任何微小的热变形或崩边都会影响传动性能和使用寿命。
-
良品率瓶颈:传统加工方式良品率普遍低于90%,难以满足规模化生产需求。
二、水导激光加工方案
1、加工工作原理
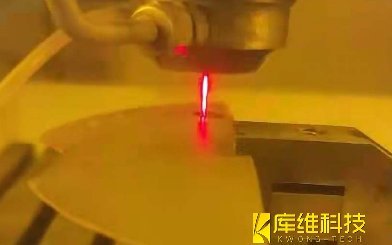
水导激光加工技术是一种混合加工方法,它将激光与“细如发丝”的水射流相结合,以类似于传统光纤的方式通过全内反射精确引导激光束,水射流可以持续冷却切割区域并有效地清除碎屑。作为一种“清洁、受控的冷激光技术”,水导激光加工技术解决了干式激光加工技术存在的重大问题,如热损伤、污染、变形、碎屑沉积、氧化、微裂纹、锥度和精度低。
2、加工参数
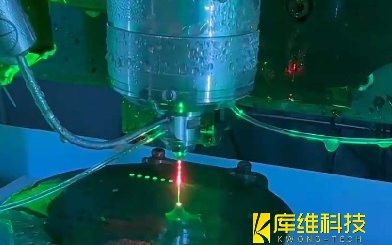
针对Φ2mm×3mm氮化硅陶瓷齿轮的加工需求,我们采用了532nm绿光激光器配合50μm直径水射流的工艺组合。激光脉冲宽度设为纳秒级,功率密度精确控制在材料去除阈值附近,既保证足够的蚀除效率,又避免过度的热积累。
水压设定为300bar,水流速度稳定在150m/s,确保水射流的层流状态。加工过程中,平台按照预设的齿轮轮廓轨迹运动,单次切缝宽度控制在80μm以内。为保证表面粗糙度达到Ra<0.2μm的严苛要求,我们采取了"浅切多遍"策略,每层去除厚度控制在20μm左右,并优化了激光重叠率,使接缝处平滑过渡。
整个加工过程无需冷却液额外注入,水射流本身即起到冷却、排屑的双重作用,大幅简化了工艺流程。与传统金刚石磨削相比,加工效率提升5-8倍,且无刀具磨损问题。
3、智能工艺数据库
基于30余种陶瓷材料的加工数据库,系统自动匹配最佳参数组合。例如,针对氮化硅陶瓷的“激光能量-进给速度”响应曲面模型,可将加工稳定性提升40%。
4、加工成果
经过水导激光精密加工的氮化硅陶瓷齿轮,各项指标均达到或超过预期要求。齿轮轮廓清晰,齿形误差控制在±2μm以内,远优于传统工艺的±10μm水平。关键的是,表面粗糙度实测值为Ra0.15-0.18μm,完全满足Ra<0.2μm的设计要求。在显微镜下观察齿轮边缘完整,无崩边、无微裂纹,齿面光滑完整。单件加工时间约3-5分钟,适合批量生产
水导激光加工技术为硬脆材料的精密制造开辟了新路径。本次氮化硅陶瓷齿轮加工案例的成功实施,不仅解决了传统加工方式的技术瓶颈,更为微型陶瓷传动部件的产业化应用奠定了坚实基础。随着技术的持续优化,水导激光将在更多高端制造领域展现其独特价值。
如需了解更多水导激光加工解决方案,欢迎与我们联系获取专业技术支持。
相关文章
氧化锆陶瓷加工崩边率高?水导激光如何将崩边率降至0.5%

水导激光加工案例之金刚石散热片切割

水导激光加工案例之航空7075铝合金格栅加工
水导激光如何通过“水束光纤”实现精密加工的
水导激光切割技术:金刚石复合材料精密加工的革新力量

水导激光加工中可以控制的技术指标及其相互间的影响
水导激光加工中用到的超纯水与普通纯净水有什么区别?

水导激光加工案例之硅齿轮切割:高精度制造的破局者

水导激光加工:重构电子产品微纳制造的精密利器
