水导激光设备加工氧化锆陶瓷时的150MPa高压水射流有什么特别之处
发布日期:2026-02-26 10:35 浏览量:
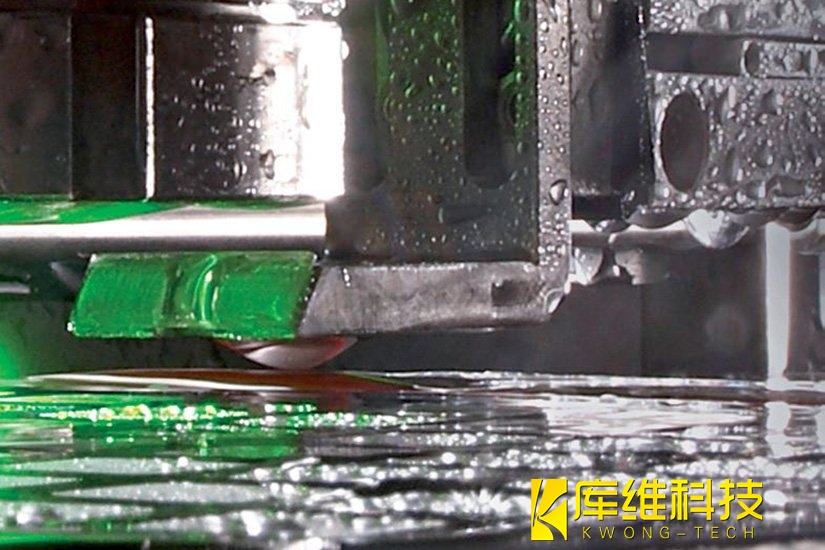
水导激光技术通过150MPa高压水射流的突破性应用,实现了导光、冷却与碎屑管理的三重功能协同,为氧化锆陶瓷加工提供了全新解决方案。本文将深入解析这一压力值背后的逻辑,揭示其如何平衡导光稳定性、切割效率与材料保护,推动精密制造迈向新高度。
一、导光通道+冷却机制耦合
导光功能:150MPa压力下的水射流直径仅30-80μm,相当于一根"光纤"。532nm绿光激光通过全内反射原理,在水柱内无损耗传输,实现激光能量的精准导向。相较传统干式激光(光束发散角>5mrad),水导激光的聚焦光斑直径可稳定控制在36μm以内,特别适用于氧化锆陶瓷(折射率2.15)的微结构加工。
冷却功能:800m/s的高压水流持续冲刷加工区域,将热影响区(HAZ)宽度控制在<10μm。传统干式激光加工氧化锆时,热影响区(HAZ)>50μm,局部温度可超1500℃,导致相变和微裂纹;而水射流将温度瞬间拉低至室温附近,实现真正的"冷加工"。
|
压力层级 |
现象与问题 |
水导激光设备KD700的150MPa优势 |
|
<50MPa |
水射流稳定性差,激光耦合效率低,无法实现全内反射 |
水柱笔直稳定,激光传输损耗<5% |
|
50-120MPa |
切割深度有限,碎屑冲刷能力弱 |
深度切割可达20mm+,碎屑瞬间排出 |
|
150MPa(KD700) |
平衡点 |
导光稳定+高效冷却+强力排屑 |
|
>200MPa |
水柱产生湍流,激光散射严重,设备损耗激增 |
避免能量散射,延长喷嘴寿命 |
二、微米级精度控制
150MPa高压配合30-80μm的微细喷嘴,形成"刚柔并济"的加工特性:
-
刚性:水射流能量密度高,能切穿莫氏硬度9级的氧化锆陶瓷
-
柔性:水流无机械应力,彻底避免传统CNC加工的崩边问题
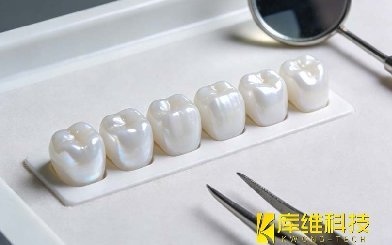
实测数据:在3mm厚氧化锆上加工深宽比18:1的微槽,表面粗糙度Ra<10nm,崩边率从传统工艺的15%降至0.5%以下,边缘垂直度误差<1°。
三、碎屑管理改进
传统激光加工的碎屑会沉积在加工区,影响后续切割精度并造成二次热损伤。150MPa高压水射流的流速高达800m/s,实现瞬间冲走熔融碎屑,避免重熔层残留;保持切割路径清洁,无需中途停机清理;适合复杂结构件的连续加工。
这个压力值不是随意设定的,它让水射流既能充当"光纤"传输激光,又能作为"液态刀具"精密切割,同时扮演"冷却剂"的角色——三重功能合一。
相关文章
半导体自动化切割都包含哪些技术?
氧化锆陶瓷加工崩边率高?水导激光如何将崩边率降至0.5%

水导激光加工案例之金刚石散热片切割

水导激光加工案例之航空7075铝合金格栅加工
水导激光如何通过“水束光纤”实现精密加工的
水导激光切割技术:金刚石复合材料精密加工的革新力量

水导激光加工中可以控制的技术指标及其相互间的影响
水导激光加工中用到的超纯水与普通纯净水有什么区别?

水导激光加工案例之硅齿轮切割:高精度制造的破局者