在国产大飞机C919实现商业首飞的背景下,航空结构件的制造工艺面临更高要求。7075铝合金作为飞机结构件的核心材料,其高强度、耐腐蚀性使其成为飞机蒙皮、框架等关键部件的首选。水导激光技术实现了对3mm厚7075铝合金格栅的精密加工,为航空制造领域带来突破性解决方案。
一、传统工艺的技术痛点
7075铝合金是一种Al-Zn-Mg-Cu系超硬铝,自20世纪40年代末应用于飞机制造业以来,一直是航空工业的核心材料。其特点是固溶处理后塑性好,热处理强化效果特别好,在150℃以下具有高强度和特别好的低温强度。而加工该材料的难点源于其特性:高强度(抗拉强度达572MPa)与低热导率(130W/m·K)的组合,导致传统CNC加工时易产生以下问题:
-
热变形:刀具与材料摩擦产生局部高温(可达300℃以上),引发晶格畸变,导致部件平面度误差超0.2mm;
-
机械应力裂纹:切削力作用下,格栅边缘易产生微裂纹,崩边尺寸超30μm,远超航空部件≤15μm的公差要求;
-
效率瓶颈:单件加工耗时超120秒,且需多次装夹定位,良率不足85%。
航空格栅作为飞机蒙皮等关键部位的重要结构件,对加工精度要求极为严苛。根据航空工业标准,格栅安装误差需控制在±2mm以内,平面度≤3mm/2m,航空7075铝合金格栅的精度要求更高,轮廓一致性误差需控制在±0.05mm以内。传统CNC加工难以满足这一要求,特别是在复杂几何形状的加工中,往往需要多道工序,且成品率低。
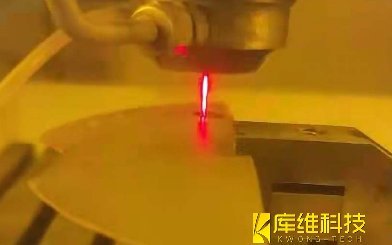
二、水导激光技术原理与实现
水导激光技术通过将高能激光束耦合至高压水射流中传输,利用水的折射与全反射原理实现能量精准引导。其核心优势在于:
-
高效冷却:水流持续冲刷加工区域,抑制热积累,避免材料相变与残余应力;
-
无接触加工:水射流作为柔性“光纤”,减少机械应力对薄壁件的冲击;
-
微米级聚焦:光束聚焦至50μm,结合1064nm波长与400W功率,实现高能量密度切割。
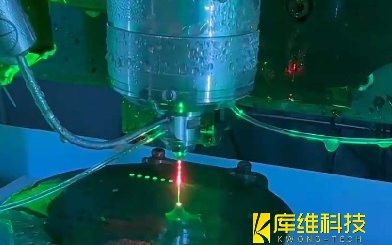
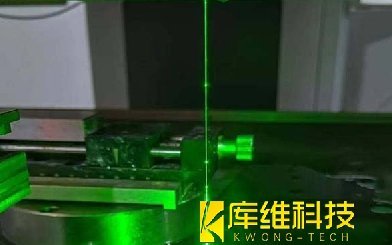
库维激光采用波长1064nm、功率400W的纳秒脉冲激光,耦合至直径50μm的高压微水射流中,通过以下技术路径实现突破:
-
能量约束机制:水流以15MPa压力形成稳定层流,激光能量通过全内反射精准传输至加工面,避免空气散射损耗;
-
动态冷却系统:水流以150m/s速度冲刷切削区,将温度梯度控制在±3℃以内,热影响区(HAZ)压缩至3μm以下;
-
碎屑实时清除:高速水流同步带走熔融颗粒,防止二次沉积,表面粗糙度Ra值稳定在1.2μm。
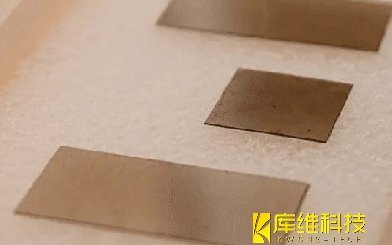
三、7075铝合金格栅的加工案例
1、工艺参数与设备配置
材料:3mm厚7075-T6铝合金板材;
设备:水导激光切割系统(波长1064nm,功率400W,水流压力15MPa);
辅助系统:实时监控模块追踪加工形貌,自适应调节能量密度。
2、加工效果对比
3、关键成果解析
复杂形貌实现:成功加工四方格栅(边长3.5mm,锐角80°)与六方格栅(边长2mm,过渡圆弧0.06mm),满足飞机蒙皮轻量化设计需求;
微观质量优化:侧壁无毛刺、重熔层≤3μm,避免传统工艺中因热应力导致的微裂纹;
效率与成本:单件加工时间缩短60%,能耗降低40%,综合成本下降25%。
水导激光技术以其独特的”液态光纤”效应和”无热损伤+超精密”优势,成功攻克了航空7075铝合金格栅加工的难题。水导激光技术以毫米级精度重新定义了航空制造的工艺边界,为C919等国产大飞机的轻量化、高可靠性发展提供了关键支撑。