氧化锆陶瓷因其莫氏硬度达9级、耐高温、生物相容性优异等特性,广泛应用于牙科修复体、航空航天部件及半导体领域。但其高脆性导致传统加工工艺面临崩边、裂纹、效率低等瓶颈。库维科技KD700水导激光加工中心通过创新技术,实现了氧化锆陶瓷的高效精密加工,为行业提供了突破性解决方案。
一、技术难点与行业痛点
1、材料特性
氧化锆陶瓷的超高硬度(仅次于金刚石)和脆性使其对加工应力极为敏感。传统机械加工中,刀具磨损快,易引发崩边(崩边率高达15%);而干式激光加工因热影响区(HAZ)导致微裂纹扩展,影响材料力学性能。
2、表面质量要求
医疗领域对氧化锆陶瓷的粗糙度(Ra)要求小于1μm,且需避免表面重熔层残留,以防止细菌粘附和细胞毒性。传统工艺的Ra值普遍在2.8μm以上,需额外抛光工序,增加成本与时间成本。
3、量产效率瓶颈
复杂结构件(如多孔牙冠)的加工需频繁换刀、调整参数,导致单件加工周期长,难以满足规模化生产需求。
二、水导激光解决方案
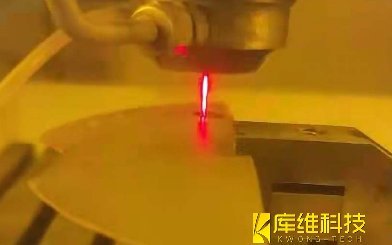
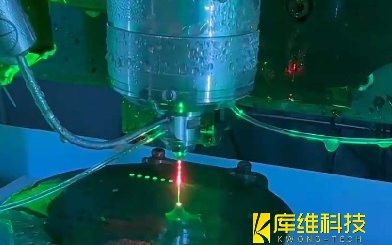
库维科技KD700采用水导激光技术,将1064nm红外激光耦合至150MPa高压水射流中(喷嘴直径30-80μm),通过全内反射实现激光能量精准传输。核心优势包括:
-
冷加工模式:水流持续冷却加工区,抑制热影响(HAZ宽度<10μm),避免材料相变与裂纹生成。
-
无接触加工:水射流替代传统刀具,消除机械应力,崩边率降至0.5%以下。
-
高精度耦合:定位精度±2μm,重复定位精度±0.5μm,确保微米级结构加工的稳定与一致性。
工艺参数配置:
|
参数 |
数值/配置 |
作用机理 |
|
激光波长 |
1064nm |
红外光高效吸收,适配陶瓷特性 |
|
激光功率 |
500W(脉冲) |
平衡加工效率与热损伤 |
|
脉冲宽度 |
100ns |
瞬时能量释放,减少热累积 |
|
水射流压力 |
150MPa |
稳定导光与碎屑冲刷 |
|
切割速度 |
100-300mm/s |
适配不同厚度与结构复杂度 |
三、性能突破与实测数据
1、表面完整性
水导激光加工后,牙冠表面粗糙度(Ra值)从传统工艺的2.8μm降至0.4μm,表面无微裂纹(显微镜下观测无崩边)。切割边缘垂直度误差<1°,亚表面损伤层厚度小于1μm,显著提升材料力学性能。
2、量产效率
单颗牙冠加工时间缩短至3分钟,良品率提升至99%,减少返工与材料损耗。
3、生物相容性
表面粗糙度降低使细菌粘附率减少70%,符合ISO 7405细胞毒性标准。临床反馈显示,患者术后牙龈红肿率下降40%,修复体使用寿命延长至10年以上。
4、应用案例
广州DH口腔医疗企业应用实录:
需求:生产氧化锆牙冠,要求Ra≤0.5μm、边缘无崩损、日产能2000颗。
解决方案:采用KD700水导激光设备,优化切割路径与脉冲参数,实现全自动上下料与在线检测。
成果:
-
表面粗糙度稳定在0.4μm,无需二次抛光;
-
良品率99.2%,单颗加工成本降低40%;
水导激光设备通过“冷加工+高精度”双核驱动,解决了氧化锆陶瓷加工的行业痛点,为医疗、半导体等高端领域提供了高效、绿色的制造范式。