压力容器模块化方案:焊接精度±0.05mm,成本降低40%
发布日期:2026-03-05 14:25 浏览量:
压力容器的制造精度与成本控制始终是制造行业关注的焦点。近期,华东某化工园区一项年产50万吨新材料配套项目中,通过模块化制造方案成功实现焊接精度稳定控制在±0.05mm,综合成本降低40%,为行业提供了可复制的优化路径。
一、项目需求
该项目需定制多台大型反应压力容器,客户原计划采用传统整体制造方式。但现场焊接受湿度、温差影响大,焊缝合格率波动明显;高空作业安全风险高,且6个月工期难以匹配产线投产节点。如何在保障本质安全的前提下提质增效,成为项目关键挑战。
二、解决方案
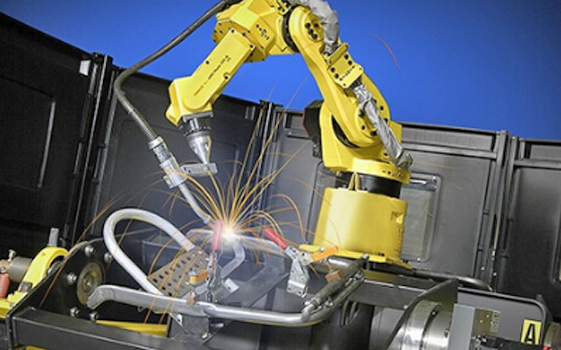
项目团队采用“工厂预制+现场组装”模式,将单台容器科学拆解为8个标准化模块。在恒温车间内,依托高精度焊接机器人集群与激光视觉定位系统,实现焊缝实时纠偏;结合数字孪生技术预演工艺参数,将焊接变形量控制在微米级。每个模块经三重质检后出厂,确保“零缺陷”交付。
成本优化源于系统性设计:标准化模块提升材料利用率至98.8%,边角料损耗显著降低;工厂化作业减少70%现场高危人工投入;模块化运输与吊装方案进一步压缩物流与安装成本。值得一提的是,该方案对焊接工艺的精细化管控,使一次合格率达99.5%,大幅减少返工带来的隐性支出。
三、成效验证
项目交付后第三方检测报告显示:
-
焊接尺寸偏差稳定控制在±0.05mm(行业常规标准为±0.5mm);
-
综合制造成本较预算降低40%,其中人工成本下降35%,材料损耗率降至1.2%;
-
总周期压缩至3.5个月,为客户提前投产创造显著效益。
“模块化不仅保障了设备长期运行的可靠性,更在经济效益上带来实质性突破。”项目技术负责人表示。该方案尤其适用于工期紧张、质量要求严苛的化工、能源领域项目。
四、模块化设计的原理和优势
传统压力容器制造多采用分散式工艺,需现场焊接主管道、组装部件,耗时且精度难控。而模块化方案通过一体化设计与功能集成,将压力容器核心部件(如筒体、封头、工艺管口)在工厂预制为标准化模块,大幅减少现场作业量。
以该项目为例,其采用模块化压力容器设计后,主管道焊接工序取消,模块整体吊装精度达±0.3mm,工期缩短30%。这种设计理念的核心在于:
-
结构优化:通过三维建模分析,将复杂功能集成于紧凑模块,减少连接点,降低泄漏风险;
-
标准化生产:将接管法兰、封头等部件按规格预制,实现批量制造,提升良率;
-
柔性适配:可变模块设计支持不同工况需求,如核能供热、海水淡化等多场景应用。
压力容器模块化方案通过重构制造逻辑,在精度、效率、成本三个维度实现突破性提升。当行业从规模扩张转向效率竞争,这种"即插即用"的柔性制造模式,正成为企业构建核心竞争力的关键方案。
相关文章

压力容器模块化焊接的三大核心技术:激光跟踪+工业机器人+智能传感
焊接机器人好在哪?有哪些功能?总结了7点
