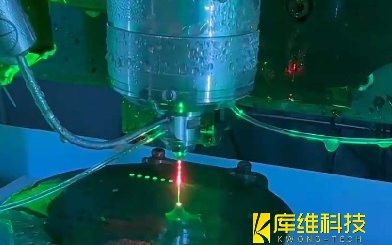
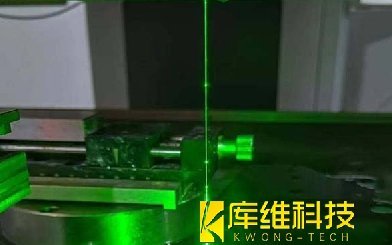
在精密制造领域,水导激光加工技术凭借其无热影响区、高精度和环保特性,已成为航空航天、半导体及医疗器械制造的核心工艺之一。这项融合了激光能量与高压水射流的创新技术,通过将激光束耦合到直径仅30-80μm的高速水束中,实现了传统加工工艺难以企及的微米级精度。
一、水导激光加工的核心技术指标
1、激光波长与功率密度
激光波长是决定能量传输效率的关键参数。水对激光的吸收系数随波长变化显著:紫外波段(355nm)吸收率高但传输损耗大,适合微结构加工(如微孔、微槽);绿光波段(532nm)吸收率适中,兼具加工精度与效率,是水导激光的标准光源;红外波段(1064nm)吸收率低,更适合长距离传输,适合深孔钻削(深径比≥20)和大尺寸工件加工。
功率密度则直接影响材料去除速率与热效应。低功率密度(如36MW/cm²)适用于长水束传输,能量损耗稳定;高功率密度(410MW/cm²)需配合短水束以减少非线性损耗,否则会导致传输效率骤降(从70%降至60%)。
2、水束(喷嘴)直径与流速稳定性
水束直径通过喷嘴结构控制,典型范围为25-100μm。直径减小可提升切割精度(切口宽度低至27μm),但过细会导致水流断裂风险增加。实验表明,30μm适合微细结构加工(如半导体晶圆划切),而80μm则适用于高效去除材料。流速稳定性依赖高精度齿轮泵与蓄能器组合,需将水压波动控制在±0.1bar内,否则会引发折射率波动,降低全反射效率。
3、喷嘴材料与耦合结构
喷嘴材料(蓝宝石或金刚石)直接影响水射流稳定性。蓝宝石喷嘴可在50-800bar压力下长期使用,且无需频繁更换。耦合结构需优化光学窗口与水束入射角,确保激光以全反射临界角(通常≥42°)进入水射流,避免能量泄漏。
二、技术指标间的相互作用与影响
1、激光波长与水束长度的协同
红外激光(1064nm)因低吸收特性,可支持更长水束传输(>100mm),适合大尺寸工件加工;绿光激光(532nm)可实现80-120mm稳定水束传输,平衡了传输距离与能量密度,适用于中等深度微细加工(如半导体晶圆切割、碳化硅管材加工);紫外激光(355nm)则需缩短水束长度以减少能量损耗,更适用于微结构加工。
2、功率密度与水束直径的平衡
高功率密度需配合细水束以提升能量集中度,但过细水束会限制散热能力,导致热影响区扩大。例如,切割2mm厚碳化硅时,若功率密度过高且水束直径不足,切面平整度误差可能超过2μm。反之,低功率密度与粗水束组合虽可降低热效应,但会牺牲加工速度。
3、流速稳定性与喷嘴结构的耦合
流速波动会破坏水射流的层流状态,引发折射率不均,导致激光传输路径偏移。高精度喷嘴结合动态校准算法,可实时监测水柱形态并调整光束指向,使耦合效率稳定在85%以上。
三、技术指标对加工质量的影响
1、精度与表面质量
水导激光通过水射流的全反射约束激光能量,实现平行高纵横比切口,无需对焦或距离控制。例如,航空发动机涡轮叶片气膜孔加工中,孔径公差可控制在±0.1μm,表面粗糙度Ra≤1μm。
2、热影响区控制
水流冷却作用将热影响区宽度压缩至传统工艺的1/5。以碳化硅切割为例,库维水导激光设备将热影响区控制在50μm以内,材料利用率提升至85%。
3、加工效率与材料普适性
水导激光切割速度较传统线锯快7-10倍,单晶锭切割时间从100小时缩短至10小时。同时,其兼容金属(钛合金)、半导体(SiC)、陶瓷(Al₂O₃)及复合材料(CFRP),突破传统工艺的材料限制。
四、典型应用场景解析
1、航空航天:采用532nm绿光激光配合60μm喷嘴,成功实现了镍基高温合金涡轮叶片气膜孔加工,孔径公差控制在±5μm,表面粗糙度Ra≤0.8μm,加工效率较电火花加工提升5倍。
2、半导体制造:80μm喷嘴配合200W功率切割6英寸碳化硅晶圆,切缝宽度仅80μm。
3、医疗领域:30μm喷嘴加工钛合金骨钉实现无毛刺切割,生物兼容性显著提升。