在智能制造升级浪潮下,金属加工企业构建自动化产线时,切割设备的选型往往成为核心命题。等离子切割与激光切割作为当前主流的切割技术,各有技术特性与应用边界。企业需在激光切割与等离子切割之间平衡技术特性、场景需求及成本效益。
一、技术原理与基础性能对比
等离子切割:利用高温等离子电弧熔化金属局部,通过高速等离子流吹除熔渣完成切割。其核心优势在于对厚板的高效处理能力,常规设备可稳定切割30-40mm碳钢(部分机型支持60mm以上),且设备成本较低。但受限于等离子弧的能量分散性,切割精度普遍在±0.5-1mm,断面斜度约3-5°,更适合对精度要求不高的结构件粗加工。
激光切割:通过高能量密度激光束熔化/气化材料,配合辅助气体吹除熔渣。光纤激光器的普及使其切割精度跃升至±0.05-0.1mm,断面光滑(斜度<1°),尤其在薄板(0.5-20mm)加工中优势显著。但设备初期投资较高,且厚板切割能力受限(万瓦级设备可切40mm碳钢,但效率较等离子下降明显)。
二、自动化产线适配性关键指标
1、材料与厚度覆盖
若产线以不锈钢、铝等反射率高或薄板(<10mm)为主,激光切割的窄缝特性(0.1-0.3mm)与低热影响区优势突出,可减少后续打磨工序;若涉及厚碳钢(>20mm)或混合材质(如碳钢+低合金钢),等离子切割的穿透力与成本效益更优。
2、效率与节拍匹配
激光切割在薄板场景下速度可达等离子的3-5倍(如1mm不锈钢,激光切割速度15m/min,等离子仅5m/min),适合高频次、小批量的柔性产线;等离子切割虽厚板效率高,但受弧压稳定影响,长时间连续切割易出现热变形,更适合批量标准化厚板加工。
3、智能化集成难度
激光切割机因光束质量可控、运动精度高(通常配备高精密导轨与伺服系统),更易与工业机器人、视觉定位系统集成,支持动态追踪、自动寻边等功能,契合“黑灯工厂”需求;等离子切割因弧源稳定性依赖气体压力、电极寿命等因素,智能化改造需额外投入除尘、弧压监测等辅助系统。
4、全生命周期成本
激光切割初期投资高,但能耗低(光纤激光器光电转换效率30% vs 等离子电源6-8%)、耗材少(无电极/喷嘴频繁更换),综合运营成本3年内可与等离子持平;等离子切割虽购机成本低,但每年电极、喷嘴损耗(约5-8万元/台)及高能耗(吨材耗电比激光高40%)会推高长期成本。
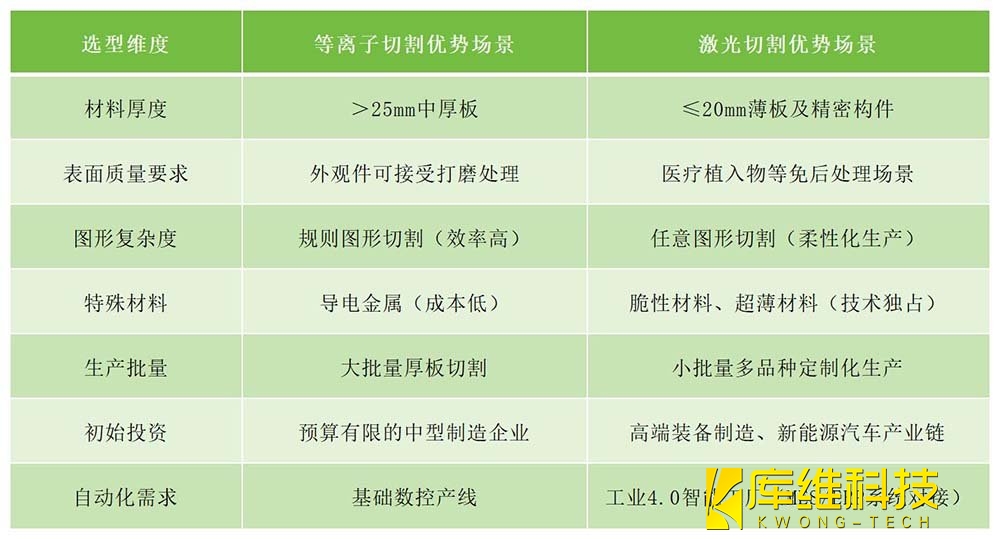
三、选型决策矩阵
优先选激光切割的场景:薄板(<20mm)为主、精度要求高(±0.1mm内)、需与自动化上下料/分拣集成、追求长期能耗优化
典型行业:3C精密钣金、新能源汽车电池托盘、高端厨具。
优先选等离子切割的场景:厚板(>20mm)占比超60%、材料单一(如碳钢)、产线节奏偏批量加工、预算有限需快速回本。
典型行业:船舶分段制造、重型机械结构件、钢结构桥梁加工。
自动化产线的切割设备选型,本质是“技术需求-成本模型-产线定位”的三角平衡。激光切割代表精密化、智能化的未来方向,而等离子切割仍是厚板加工的经济之选。等离子切割与激光切割并非替代关系,而是互补技术。企业需结合自身产品结构、精度标准及长期产能规划,必要时可采用“等离子粗切+激光精修”混合产线,在效率与成本间实现最优解。