水导激光技术应用案例之镍基高温合金加工
发布日期:2025-07-01 14:53 浏览量:
航空发动机涡轮叶片作为航空工业的“核心心脏”,其性能直接决定飞行器的推重比与可靠性。随着燃烧室温度突破1800℃,涡轮叶片需通过气膜冷却技术实现局部降温,而气膜孔的加工质量直接影响冷却效率与叶片寿命。
一、技术挑战
传统加工方法如电火花加工(EDM)和长脉冲激光存在显著缺陷:
-
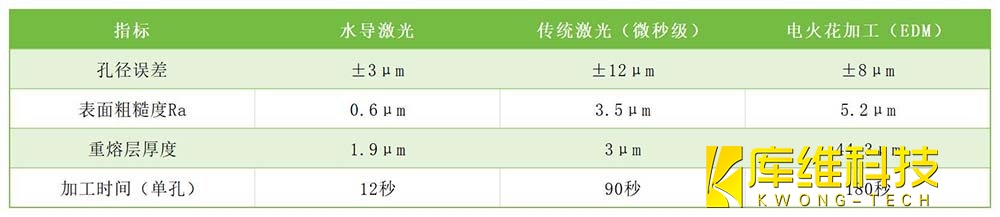
热损伤严重:微裂纹、重熔层厚度可达3-44μm,导致叶片疲劳寿命下降;
-
精度不足:孔径误差普遍>±10μm,表面粗糙度Ra>3.2μm,影响冷却气流分布;
-
效率低下:深径比>10:1的斜孔加工需多次定位,耗时长达数小时。
在此背景下,水导激光技术(WJGL)凭借其“冷加工”特性与高精度优势,成为镍基高温合金气膜孔加工的革新方案。
二、水导激光技术原理与核心优势
1、技术原理
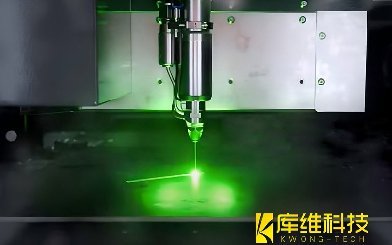
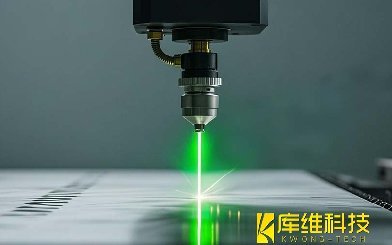
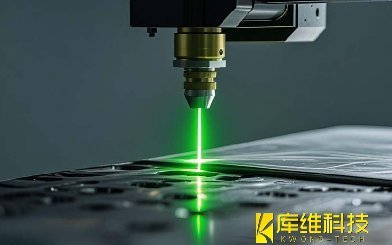
水导激光通过高压水射流(15-200MPa)形成直径30-100μm的层流水柱,利用全内反射原理将纳秒激光(532nm/1064nm)约束于水束中传输。水流兼具导光、冷却与碎屑冲刷功能,实现材料去除与热控的协同优化。
2、核心优势
-
低热影响区:水流冲刷使热扩散距离<50μm,消除传统激光加工的热累积效应;
-
超高精度:能量密度均匀分布,孔径误差<±5μm,表面粗糙度Ra≤0.8μm;
-
高效加工:加工速度达1mm/s,效率较传统工艺提升5-8倍;
-
复杂结构适应性:支持45°斜孔、微通道等异形孔加工,深径比>20:1。
三、应用案例:镍基高温合金气膜孔加工
1、材料特性与加工难点
以DD6镍基单晶高温合金为例(熔点1160℃,屈服强度874MPa),其气膜孔需满足:
-
尺寸要求:直径400μm,公差±5μm;
-
质量标准:Ra≤0.8μm,无重熔层与微裂纹;
-
工艺挑战:高硬度(HV 400)、高热导率(25W/m·K)导致的加工硬化与热变形。
2、水导激光加工方案
设备配置:
-
激光器:波长532nm,平均功率40W,重复频率10kHz;
-
水射流:压力15MPa,喷嘴直径60μm;
-
运动控制:五轴联动,定位精度±1μm。
工艺参数:
-
扫描速度:1mm/s;
-
脉冲宽度:50ns;
-
水射流流速:180m/s。
3、加工效果对比
-
热损伤控制:水射流实时冷却使热影响区深度<3μm,较传统工艺降低93%;
-
形貌优化:均匀能量分布实现锥度<0.1°的垂直孔壁,避免熔融物堆积;
-
效率提升:通过高功率纳秒激光与水射流协同,单孔加工时间缩短至传统工艺的1/15。
水导激光技术突破了镍基高温合金气膜孔加工的精度与效率瓶颈,为航空发动机性能提升提供了关键支撑。随着技术迭代与成本优化,其将在航天、能源等领域的高端制造中发挥更重要作用。
相关文章
水导激光加工技术在金刚石加工领域的应用

玻璃纤维复合材料切割技术解析与应用指南
水导激光加工技术:水射流的形成与衰减机理
水导激光技术应用案例之非晶合金加工

切割玻璃材料时为什么需要加水?—解析水在玻璃切割中的多重作用
水导激光技术应用案例之Ni-Si合金加工
水导激光技术应用案例之LTCC材料加工
水导激光加工技术:激光与水射流的耦合分析

水导激光如何解决碳化硅加工难题?— 技术解析与案例实践