水导激光技术应用案例之Ni-Si合金加工
发布日期:2025-06-11 09:46 浏览量:
随着航空航天发动机推重比的持续提升,涡轮叶片工作温度已逼近传统镍基单晶合金(1150℃)的耐温极限。兼具低密度(6.6-7.2 g/cm³)与高温强度的Nb-Si合金(熔点1950℃)成为下一代高温结构材料的理想选择。其加工过程中易氧化、热累积效应显著等问题,导致传统工艺难以实现高完整性气膜孔制备。水导激光技术通过创新性的"激光-水射流"协同机制,为Nb-Si合金加工提供了突破性解决方案。
一、Nb-Si合金加工的技术挑战与传统工艺瓶颈
1、材料特性与加工难点
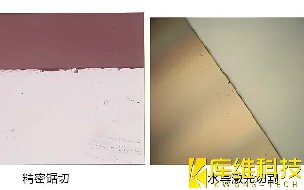
Nb-Si合金在高温氧化环境中易形成SiO₂氧化层,导致材料脆性增加。传统电火花线切割(EDM)和干法激光切割存在以下缺陷:
-
热影响区(HAZ)显著:激光能量集中引发局部熔融,形成厚度达100μm以上的重熔层;
-
表面氧化严重:加工过程中氧气参与反应,生成Nb₂O₅、SiO₂等脆性氧化物(XRD检测显示氧化物相占比超30%)
-
微裂纹与孔洞缺陷:流体不稳定性导致熔融物残留,形成直径5-50μm的微孔洞(SEM观测孔隙率高达8%)。
2、工艺参数控制困境
常规工艺中,切割速度与表面质量的矛盾尤为突出:
-
低速加工(<1 mm/s)时,热累积引发周期性条纹;
-
高速加工(>5 mm/s)则导致熔渣清除不彻底,粗糙度Ra值达6.35μm。
二、水导激光技术的革新机制
1、双重协同作用原理
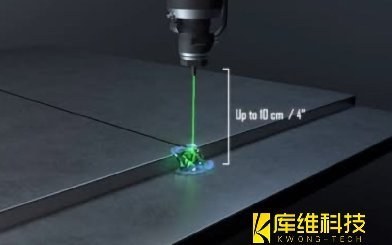
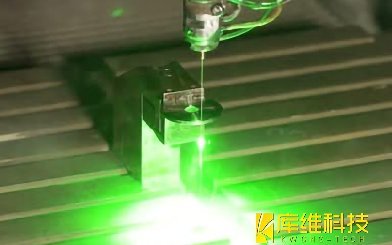
水导激光系统通过高压水射流(30-100 MPa)实现:
-
动态冷却效应:水流以100-200 m/s速度冲刷加工区,将热影响区厚度控制在50μm以内;
-
熔渣即时清除:水射流动压(动压公式:P=½ρv²)形成湍流,冲刷效率提升400%。
2、能量传输优化
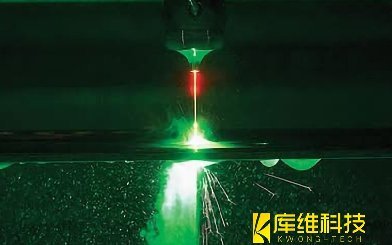
采用"液态光纤"原理:
-
激光在水射流内全反射传输,能量密度均匀分布(平顶光束能量偏差<5%);
-
柱状光束直径30-100μm,实现无锥度切割(锥度<0.1°)。
三、Nb-Si合金加工应用实例与性能突破
1、微孔加工技术突破
针对涡轮叶片气膜孔(Φ0.1-0.5mm)的严苛要求:
-
加工效率:Φ1×3mm通孔加工时间仅20秒,效率较EDM提升8倍;
-
尺寸精度:入口/出口直径差ΔD=10μm,圆度误差<±0.005mm;
-
表面完整性:Ra=0.81μm,无微裂纹。
2、复杂结构加工能力

成功制备深径比18的镂空结构:
-
线宽控制:0.17mm线宽保持稳定,壁面粗糙度Ra=1.2μm;
-
热累积抑制:XRD检测显示无氧化相生成。
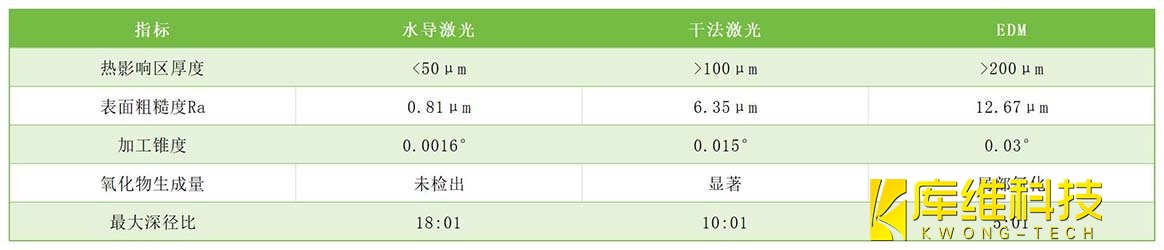
四、技术优势对比分析
五、产业化应用前景
1、航空发动机升级
水导激光技术已应用于某型发动机涡轮叶片气膜孔加工,实现:单晶叶片加工合格率从72%提升至98%;叶片服役温度提升150℃,推重比提高0.3。
2、微电子封装革新
在LTCC基板加工中:30W高功率下微槽锥度稳定在0.2°;3D集成组件良率提升至95%。
水导激光技术通过创新的"冷加工"机制,成功突破Nb-Si合金加工的技术壁垒。其独特的能量传输方式与动态冷却系统,为航空航天高温结构件、微电子器件等高端制造领域提供了革命性解决方案。
相关文章
水导激光技术应用案例之LTCC材料加工
水导激光加工技术:激光与水射流的耦合分析

水导激光如何解决碳化硅加工难题?— 技术解析与案例实践

水导激光切割技术在切割碳化硅时的切割速度如何?

水导激光加工技术:水导激光与水辅助激光切割硅片对比
水导激光加工碳化硅中的注意事项
水导激光加工技术:传统加工与水导激光在相同工艺参数下的加工表面质量对比
从航空航天到微电子:水导激光的跨界应用图谱
如何通过改良切割工艺来优化激光切割碳化硅的质量?