水导激光加工技术凭借其独特的非接触式加工特性,在精密制造领域展现出显著优势。本文从能量传输特性、全反射波导机制及耦合优化三方面,深入解析激光与水射流的耦合原理。
一、激光能量在水射流中的传输特性
1、波长依赖性吸收
水对激光的吸收系数随波长显著变化(图1 上)。紫外波段(如 355nm)吸收系数极高,能量易被水快速吸收,导致传输损耗;红外波段(如 1064nm)吸收系数较低,能量可在水束中长距离传输。例如,1064nm 激光在水中的吸收损耗小,更适合作为水导激光的工作波长,以减少能量衰减,提升传输效率。
2、功率密度与水束长度的影响
激光能量传输效率与水束长度、功率密度密切相关(图1 下)。低功率密度(如 36MW/cm²)时,传输效率随水束长度增加保持稳定(>85%),表明能量损耗小,适合长距离传输;高功率密度(410MW/cm²)时,传输效率随水束长度增加显著下降(从 70% 降至 60%),这与非线性吸收引起的能量损耗增强有关。因此,需根据加工需求优化功率密度与水束长度,平衡能量传输与加工效率。
二、全反射机制与水射流的波导作用
1、全反射条件与波导原理
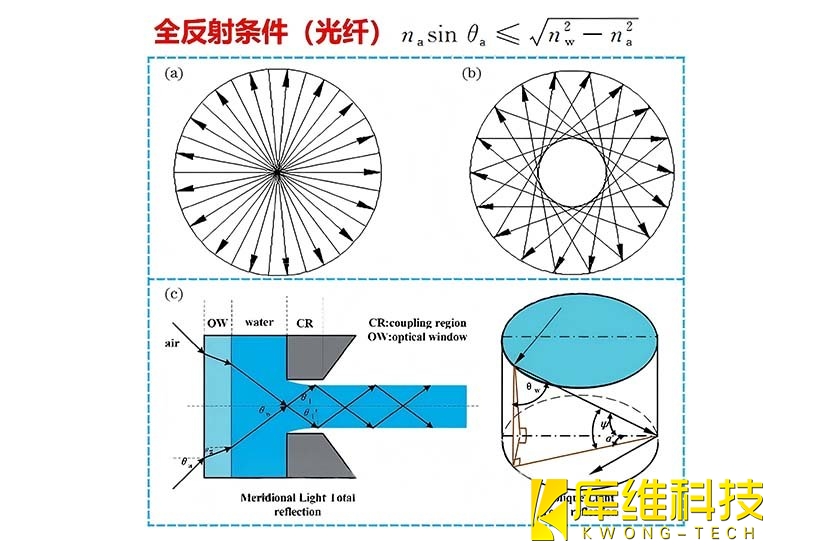
水射流与空气界面满足全反射条件(图2),激光进入水射流后,在水 - 空气界面发生全反射,如同光纤中的光传输,将激光约束在水束内,形成 “液体波导”。图2 中,子午光线(a)和斜光线(b)均通过全反射在水束中传输,避免发散,确保激光能量集中作用于加工区域。
2、耦合区域的光学设计
水射流与激光的耦合区域(图2c)需优化光学窗口(OW)与耦合结构(CR),确保激光以合适角度入射水束,满足全反射条件。通过控制入射角度和水束直径,可减少能量泄漏,增强波导约束效果。例如,均匀的水束折射率分布和光滑界面是实现高效全反射的关键,直接影响激光传输的稳定性与加工精度。
三、耦合优化策略
1、波长与功率选择
优先选择低吸收波长(如 1064nm),降低线性吸收损耗;根据加工场景调整功率密度,低功率密度适用于长水束传输(如微细加工中的深孔钻削),高功率密度需配合短水束以减少非线性损耗(如高速材料去除)。
2、水射流参数调控
优化水束直径、流速及稳定性,确保界面光滑、折射率均匀,增强全反射波导效果。例如,采用层流状态的水射流,减少湍流引起的折射率波动,提升激光传输的一致性。
3、耦合系统集成
设计高精度光学耦合装置,实现激光与水射流的同轴对准,减少入射角度偏差。结合仿真模拟(如光线追迹、流体力学分析),优化耦合区域的几何参数,提升能量利用率与加工质量。
水导激光加工在半导体芯片切割、玻璃微钻孔、金属表面改性等领域已崭露头角。通过耦合分析,可进一步拓展其在超精密加工、生物医学微纳制造中的应用。