切割玻璃材料时为什么需要加水?—解析水在玻璃切割中的多重作用
发布日期:2025-06-13 09:53 浏览量:
在玻璃加工领域,加水是切割工艺中不可或缺的环节。无论是传统的手工切割还是现代激光切割技术,水始终扮演着关键角色。本文将从材料科学、热力学原理角度,系统解析玻璃切割加水的技术逻辑与应用价值。
一、玻璃的化学结构与切割困境
玻璃的本质是由二氧化硅(SiO₂)四面体通过硅氧共价键连接形成的三维网状结构。这种结构赋予玻璃高硬度和化学稳定性,但也导致其脆性显著:当外力作用于玻璃表面时,应力集中在微裂纹尖端,引发连锁断裂反应。传统切割工具(如金刚石刀轮)虽能产生初始裂纹,但裂纹扩展方向难以控制,易产生崩边、碎屑等问题。
此时,水的介入改变了玻璃的断裂动力学。实验数据显示,干燥玻璃的断裂韧性约为0.7 MPa·m¹/²,而湿润状态下可提升至1.5 MPa·m¹/²,提升幅度超过100%。这种质变源于水对玻璃微观结构的双重作用。
二、水在玻璃切割中的四大核心功能
1、水解反应的力学效应
水分子中的氢氧根离子(OH⁻)具有强亲核性,可攻击硅氧键中的硅原子,导致Si-O-Si键断裂。美国能源部研究证实,水解作用可使玻璃破裂所需能量降低20倍。该过程具体表现为:
-
硅氧四面体结构解离,形成非桥氧缺陷
-
局部电荷失衡引发应力松弛
-
裂纹尖端钝化,抑制能量集中
2、降低断裂阈值
水的表面张力(72 mN/m)与玻璃的界面能(约300 mN/m)形成显著差异。当水膜覆盖玻璃表面时:
-
降低固-气界面能至约50 mN/m
-
通过Marangoni效应诱导裂纹定向扩展
-
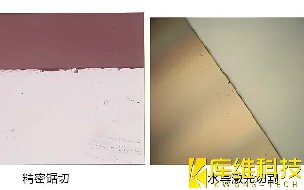
使断裂路径沿预设刻线延伸,减少崩边概率
3、抑制热应力累积
切割摩擦产生的瞬时温升可达200-300℃,远超玻璃的应变点(500-600℃)。水的比热容(4.18 J/g·K)和汽化潜热(2260 kJ/kg)构成高效冷却系统:
-
单位时间散热效率提升300%
-
阻止马氏体相变等热致相变
-
消除因热膨胀系数差异(α_glass≈9×10⁻⁶/K)引发的残余应力
4、流体力学润滑
水在工具-玻璃界面形成动态润滑膜,其雷诺数(Re)控制在层流范围(Re<2000),实现:
-
切割阻力降低40-60%
-
刀具磨损率减少35%
-
切割精度误差控制在±0.1 mm以内
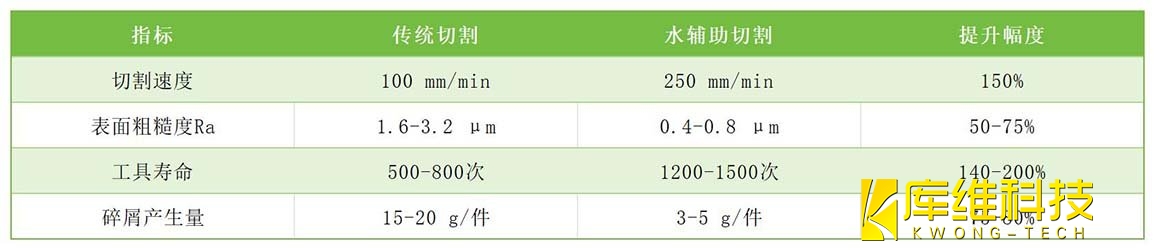
三、技术参数与质量控制标准
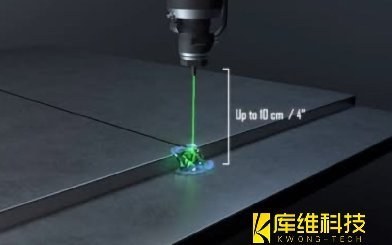
从印第安人用唾液湿润玻璃的原始智慧,到现代工业精密的水导激光切割技术,水始终是玻璃加工的核心介质。其通过化学键重构、热力学调控、流体力学优化等多重机制,彻底改变了玻璃切割的物理极限。
相关文章
水导激光技术应用案例之Ni-Si合金加工
水导激光技术应用案例之LTCC材料加工
水导激光加工技术:激光与水射流的耦合分析

水导激光如何解决碳化硅加工难题?— 技术解析与案例实践

水导激光切割技术在切割碳化硅时的切割速度如何?

水导激光加工技术:水导激光与水辅助激光切割硅片对比
水导激光加工碳化硅中的注意事项
水导激光加工技术:传统加工与水导激光在相同工艺参数下的加工表面质量对比
从航空航天到微电子:水导激光的跨界应用图谱