冷金属过渡焊接:原理解析+核心优势,新手也能看懂
发布日期:2025-10-13 14:30 浏览量:
在精密制造、新能源、航空航天等领域,焊接质量直接影响设备性能与寿命。冷金属过渡焊接(CMT)凭借其低热输入特性与精准控制能力,已成为解决复杂焊接难题的关键技术。本文从原理出发,结合三大核心优势,解析这项技术的独特价值,助力用户快速掌握其应用逻辑。
一、CMT原理
CMT本质上是MIG/MAG焊的升级迭代,核心是通过焊丝反向回抽的动态控制,实现“冷”焊接。传统MIG焊依赖持续送丝,熔滴与熔池碰撞时释放大量热量;而CMT采用“送丝-停顿-回抽”的脉冲模式:当熔滴即将接触熔池时,焊丝以微秒级速度反向回抽,使熔滴在无碰撞的情况下“自然过渡”。这一过程将热输入降低至传统MIG焊的1/3~1/2,熔池温度稳定在较低水平(约1800℃,传统MIG可达2500℃以上),从根本上减少了能量冗余。
二、CMT三大核心优势
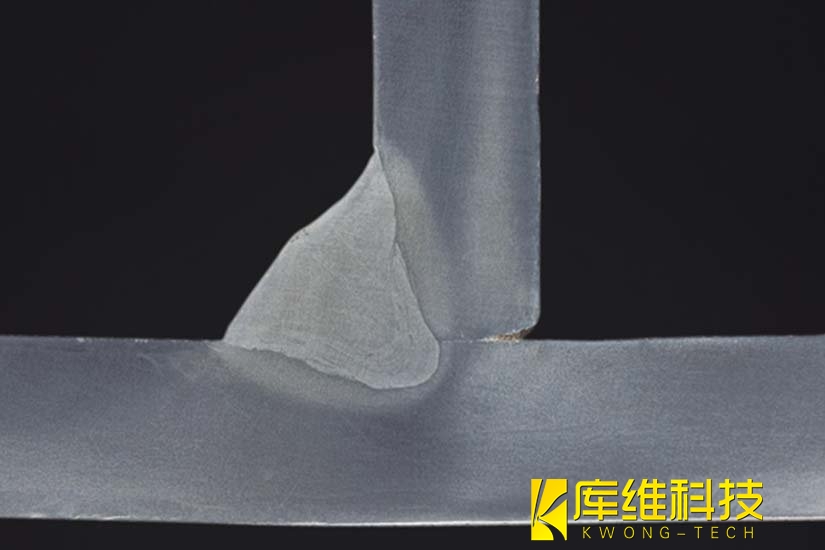
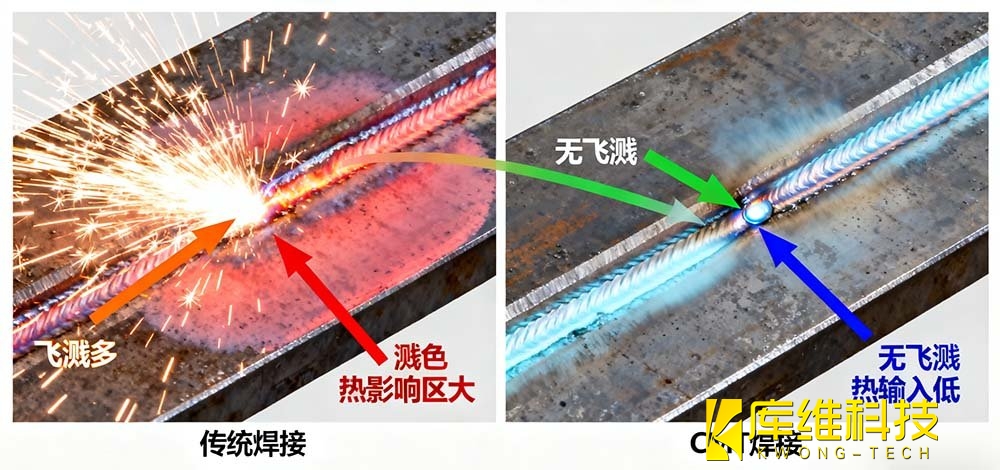
1、缺陷少、变形小、成形优
-
飞溅抑制:动态回抽动作使熔滴在无电弧状态下脱离焊丝,飞溅量减少80%以上;
-
气孔控制:低热量输入减少熔池冷却速度波动,降低氢气孔生成风险;
-
热影响区缩小:母材热输入减少,晶粒粗化倾向降低,接头韧性显著提升;
-
焊缝成形优化:电弧能量精准控制使焊缝宽度均匀,余高稳定,尤其适用于薄板(0.5mm以上)及精密构件焊接。
2、异种金属焊接“破冰者”
铝/钢、铝/钛、钛/钢、铜/铝、铜/钢等异种金属焊接的最大难点,是高温下易生成脆性金属间化合物(IMC),传统焊接接头强度往往不足母材的50%。而CMT技术通过低热输入抑制IMC过度生长,实现了多种异种材料的可靠连接。例如铝钢焊接时,传统工艺因热输入高,IMC层厚度可达50μm以上(超过20μm即脆断),接头强度暴跌。
CMT的低热输入(线能量≤6kJ/cm)将IMC生长控制在“安全区”:一方面缩短高温停留时间,抑制IMC过度增殖;另一方面,熔池快速凝固减少元素扩散,最终IMC层厚度仅5~10μm,接头强度保留率超80%。目前,CMT已成功应用于新能源汽车电池托盘(铝钢连接)、航空钛合金与钢紧固件焊接等场景。
3、保护气体“量身定制”
保护气体不仅是隔绝空气,更直接影响电弧稳定性、热量分布与接头性能。CMT对气体配比的敏感度更高:
-
纯Ar:适用于铝及铝合金焊接,电弧稳定、飞溅少,但熔深较浅,易产生气孔。需配合焊丝成分(如AlSi5)优化熔池流动性;
-
Ar+He(20%~50%):添加20%-30%He可提高电弧温度,增加熔深,减少气孔。例如,焊接厚板铝合金时,Ar+30%He比纯Ar减少气孔50%,且焊接速度提升20%;
-
Ar+CO₂(≤15%):适用于碳钢焊接,CO₂含量通常为15%-20%,可改善熔池冶金反应,降低焊缝含氢量,但需控制比例——CO₂过高易导致飞溅增加。
新手贴士:焊接铝/钢异种材料时,优先选择Ar+5%N₂混合气体,既能抑制锌蒸发(镀锌钢焊接场景),又能细化晶粒。
CMT用“低热输入”重新定义了焊接的边界,它不仅解决了传统工艺的缺陷痛点,更打开了异种金属连接的新场景。无论是汽车轻量化的铝钢部件,还是航空航天的多材料结构,CMT都已成为“高精度、高可靠性”焊接的首选方案。
相关文章

水导激光加工选用什么颜色的激光好?

激光加工参数设置不当会导致哪些常见缺陷,如何识别与解决

激光加工参数解析:光束模式与偏振方向

超声波焊接在锂电池极耳预焊中的隐形角色

低温焊接技术的工程实践与理论突破

焊接技术的分类与应用全景:从微电子到重型制造的精准连接艺术

不同类型的焊接技术的应用领域和限制有哪些?

塑料激光透射焊接的工业应用与材料创新

摩擦焊的优点是什么?