激光焊接的常见缺陷和应对措施
发布日期:2026-07-13 10:35 浏览量:
激光焊接凭借能量密度集中、热影响区小、焊接效率高等优势,已广泛应用于汽车制造、电子元件、航空航天等领域,与传统焊接方式相比具有残余应力和变形小、非接触式作业、成形质量好等特点。但受工艺参数、材料状态等因素影响,飞溅、气孔、裂纹、变形仍是实际生产中最常遇到的四类缺陷。
一、焊接飞溅
形成原因: 飞溅的本质是熔池失稳。功率密度过高或表面存在油污、氧化膜时,金属急速汽化产生反冲压力,将液态金属从熔池边缘"崩出"。镀锌板中锌层在907°C急剧汽化,是最典型的飞溅源。研究表明,大气压下匙孔坍塌产生的飞溅量是低压环境(10Pa)下的60倍。
防止措施:
-
参数优化:采用正离焦(+0.3mm左右)扩大光斑降低功率密度,使用缓升缓降脉冲波形避免能量突变。实测焊接0.8mm镀锌板,峰值功率从1200W降至900W配合1.5m/min焊速,飞溅量显著下降。
-
焊前清洁:去除油污、氧化膜和镀层,减少气体爆破式飞溅。
-
气量适中:使用高纯氩气(≥99.995%)同轴保护,但气量过大会搅动熔池反而加剧飞溅。
二、焊接气孔
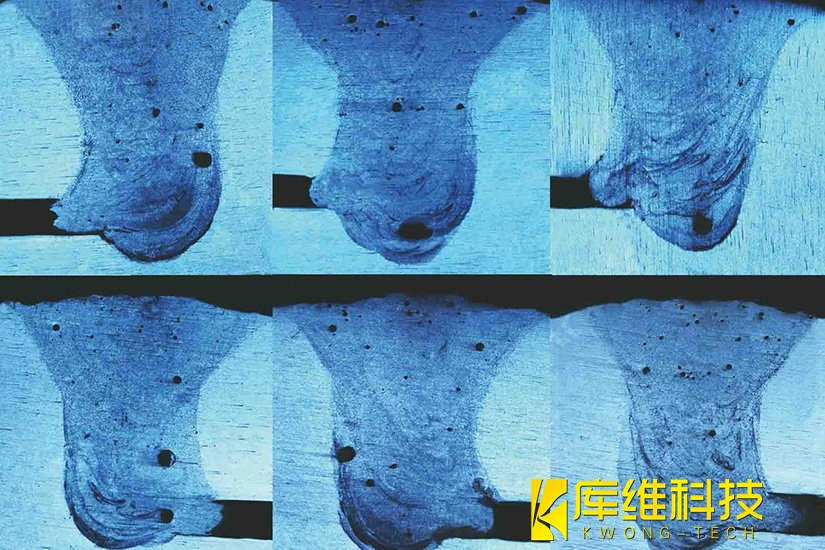
形成原因:激光焊熔池深而窄,冷却速度快,液态熔池中生成的气体来不及逸出,容易滞留形成气孔;较高的激光能量密度会使金属剧烈蒸发形成匙孔,一旦匙孔发生坍塌,同样会诱发气孔缺陷。
分类:大致可分为两类,一类是表面污染或镀锌层挥发导致的工艺性气孔,一类是能量输入过高、匙孔失稳塌陷导致的冶金性气孔。研究数据显示,在铝合金激光-MIG复合焊接中,不同工艺参数下气孔率约在1.20%~3.96%之间波动,说明通过工艺参数优化能够显著降低气孔率。另有实验表明,气孔率会随激光功率升高、焊接速度降低、离焦量负向增大而升高。
预防措施:焊前应严格清理工件与焊缝表面;合理控制吹气方向可减少气孔生成;在厚板不锈钢等大功率焊接场景中,采用N2作为保护气体可明显降低焊接过程中的气孔率;此外应针对材料特性优化功率、速度与离焦量的匹配关系。
三、焊接裂纹
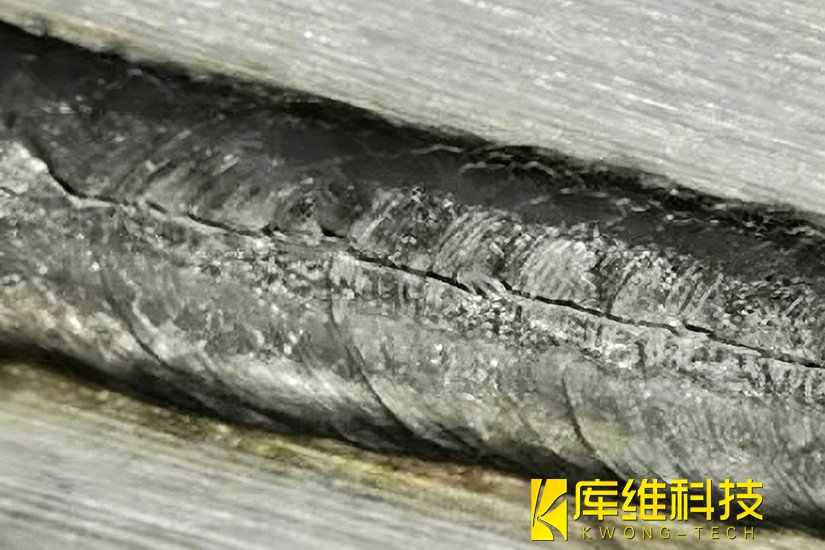
形成原因:激光连续焊接产生的裂纹以热裂纹为主,主要原因是焊缝在完全凝固前承受了较大的收缩力。
分类:热裂纹可细分为结晶裂纹与液化裂纹两类,分别对应凝固过程中晶间残余液膜受拉裂开、以及热影响区局部熔化后再凝固形成的裂纹。
预防措施:可通过填丝、预热等工艺手段减少或消除裂纹;实际生产中还可配合缓冷、优化接头设计、控制杂质元素含量等方式,降低凝固收缩应力集中的风险。
四、焊接变形
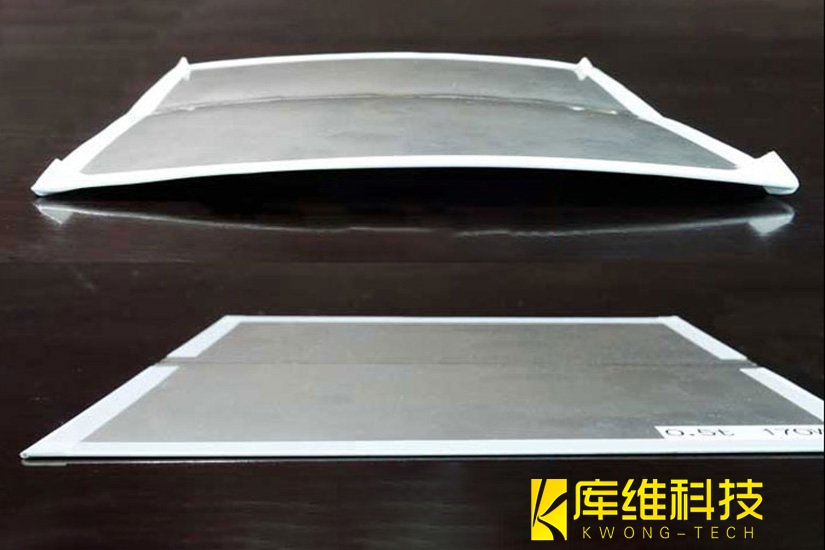
形成原因: 根源是"不均匀的热胀冷缩"。激光集中加热焊缝区,材料局部膨胀受阻后产生压缩塑性变形,冷却收缩不均形成残余应力。不锈钢因热膨胀系数高、导热率低,变形量约为碳钢的2-3倍;铝合金因弹性模量低(~70GPa),更易尺寸失稳。
从变形原因加以预防或改善:
-
控制热输入:采用脉冲模式(占空比10-30%)分散热量,焊速1-5m/min;负离焦(焦点在工件下方0.5-1mm)使热影响区缩减20-30%。
-
工装约束:刚性夹具均匀固定;薄板(<1mm)用弹性约束可减少40%翘曲;水冷铜背板减少30-50%变形。
-
焊接顺序:对称焊接或分段跳焊使两侧应力抵消,减少约50%变形。
-
焊后退火:不锈钢薄板600-800°C去应力退火,可消除40-60%残余应力。
激光焊接的四类常见缺陷虽成因各异,但普遍与功率密度、焊接速度、离焦量及表面清洁度等关键参数密切相关。通过系统的参数优化与工艺管控,可将缺陷发生率控制在较低水平,充分发挥激光焊接高效率、高精度的技术优势。
相关文章

半导体自动化焊接包含哪些主流技术?

面向氢能储运的压力容器激光焊接解决方案

这些环境因素正在加速激光焊接堆积物形成,你的产线安全吗?

耐磨钢焊接时如何选择合适的焊接参数(如电流、电压、焊速)?

面对焊接变形有哪些预防和挽救措施?

如何攻克不锈钢激光焊接的烧穿难题

极端场景下激光堆积物的失控风险与应对方案

4kW光纤激光+500Hz脉冲模式在2.25Cr-1Mo钢厚板焊接中的应用

不同类型的焊接技术的速度和效率如何?