水导激光切割:碳纤维复合材料的终极解决方案
发布日期:2025-07-07 10:54 浏览量:
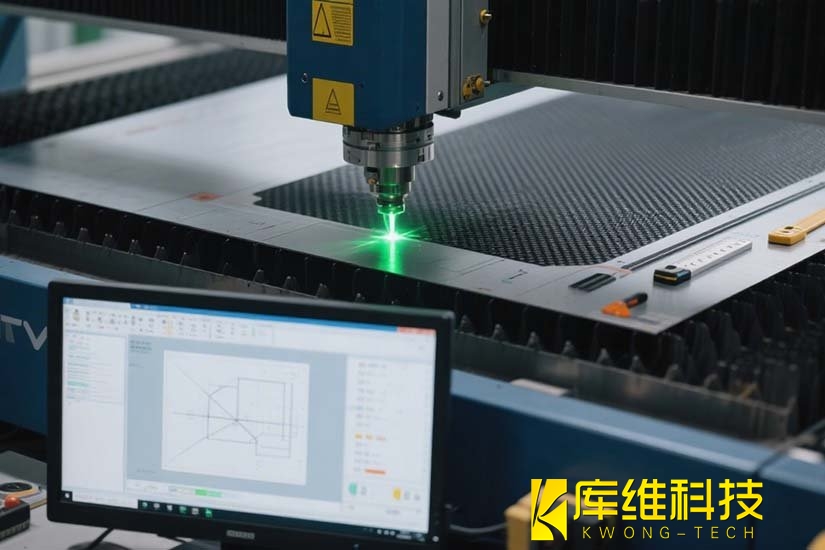
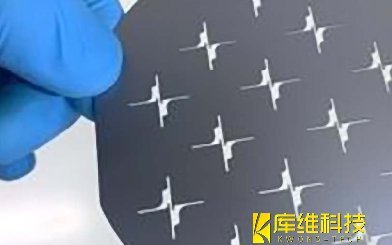
在航空航天、新能源汽车等高端制造领域,碳纤维增强复合材料(CFRP)和陶瓷基复合材料(CMC)因其轻量化、高强度特性成为核心材料。水导激光切割技术凭借其独特的物理机制,正在重新定义高硬度材料的精密加工标准。
一、高硬度材料加工的三大行业痛点
1、热损伤导致材料性能衰减
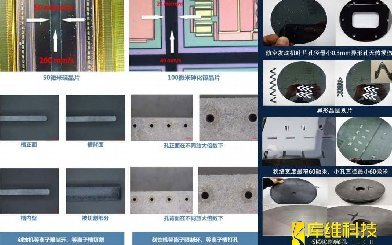
碳纤维复合材料在传统激光切割中,局部高温(>300℃)会引发树脂基体碳化、纤维断裂和层间剥离。例如,飞机蒙皮加工后热影响区(HAZ)可达50μm以上,直接威胁结构强度。
2、机械应力引发毛刺缺陷
金刚石刀具切割CFRP时,机械冲击力导致纤维末端撕裂,毛刺高度普遍超过100μm,严重影响航天器密封件气密性。
3、加工效率与精度难以平衡
传统水刀切割碳化硅陶瓷时,材料去除率不足5mm³/min,且需多次修整才能达到±0.1mm精度要求。
二、水导激光技术的革新突破
1、热影响控制革命
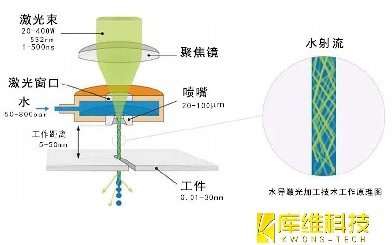
通过高压水射流(20-500bar)同步冷却,将加工区温度控制在80℃以下,热影响区厚度<5μm。实验数据显示,该技术使碳纤维复合材料切割后的拉伸强度保留率提升至98%。
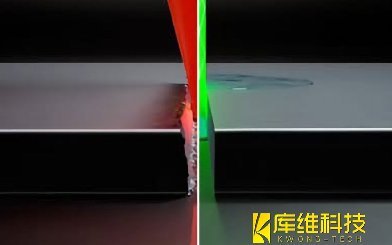
2、无应力切割机制
水流包裹激光束形成"液态光纤",能量密度均匀分布(>10^6 W/cm²),通过熔融材料与水射流动能协同作用,消除机械应力。毛刺高度降低至<5μm。
3、智能加工系统集成
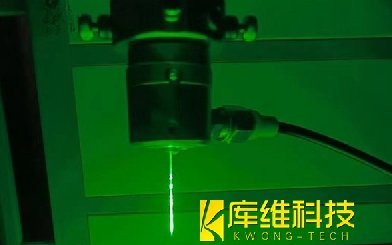
搭载AI算法的第五代水导激光设备,可实时调节20-400W激光功率与水流参数,实现±0.05mm重复定位精度。在宁德时代电池极片产线中,切割速度达12m/min,较传统模切效率提升400%。
三、行业应用典型案例
1、新能源汽车电池组件之硅碳负极极片
精度:±0.03mm(极耳边缘)
效率:单极片切割时间<3秒(传统工艺需12秒)
质量:热影响区<3μm,无毛刺残留
该技术助力企业将电池模组能量密度提升至280Wh/kg,产线自动化率提高60%。
2、航天器CFRP承力结构
材料:T800级碳纤维/环氧树脂
厚度:6mm多层叠层
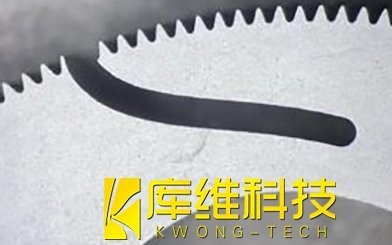
效果:切割速度8mm/s,表面粗糙度Ra<1.6μm,无分层缺陷
相较传统高压水刀,材料损耗率从15%降至3%,单件加工成本降低42%。
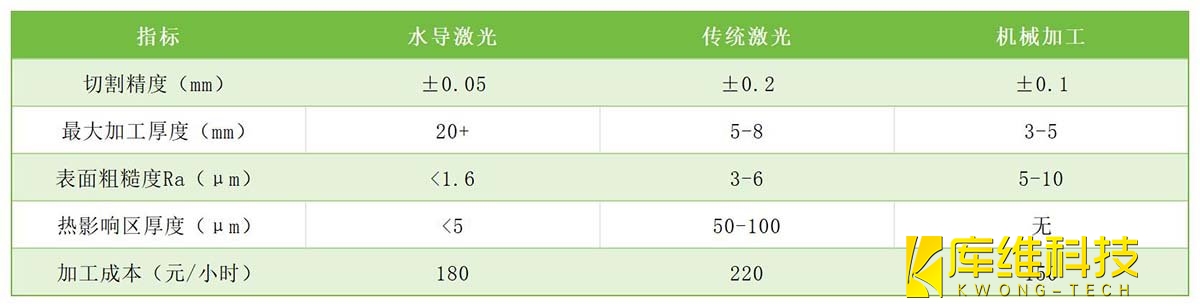
四、技术经济性对比
相关文章

水导激光切割技术在切割碳化硅时的切割速度如何?
水导激光切割技术在切割碳化硅时的精度如何?

如何优化激光切割碳化硅的质量?
水导激光切割技术的双面镜:优势与劣势深度解析
有哪些方法可以提高激光切割碳化硅时的冷却效果?
碳化硅的激光切割技术介绍
水导激光切割在玻璃纤维增强复合材料上的应用
水导激光切割在铝合金上的应用
水导激光切割:在晶圆切割中水的电阻率为什么很小