铝合金因其高强度重量比、优良的耐腐蚀性、良好的导热导电性和可回收性,在航空航天、汽车制造、轨道交通、船舶、电子产品等领域得到了广泛应用。本文将深入解析铝合金激光焊接的核心技术及复合焊的创新应用。
一、铝合金特性及其对焊接的影响
1、铝的导热率远高于钢,随温度升高而降低。这意味着焊接时热量迅速散失,需要更高的线能量或功率密度才能熔化。
2、铝熔点660°C,但其表面Al₂O₃熔点高达2050°C。因此,焊前必须去除氧化膜,否则氧化膜会进入熔池形成夹杂,影响熔透。
3、铝的表面张力较低,熔池流动性好,但易产生焊缝塌陷、驼峰等缺陷。
4、铝的热膨胀系数约为钢的2倍,凝固收缩大,易产生焊接变形和残余应力。
这些特性决定了铝合金焊接工艺参数选择。例如,高热导率要求激光功率足够高,焦点要准确;氧化膜问题需要在焊前严格清理和焊接过程中的良好保护;高膨胀系数则意味着需要考虑焊后变形控制和应力消除。
铝合金特性对焊接的影响
1、铝对激光的吸收率受波长影响很大。对长波长的CO₂激光(10.6μm)吸收率很低,室温下<10%;而对短波长的光纤/碟片激光(约1μm)吸收率稍高,室温下约20-30%。近年来兴起的蓝光激光(450nm)对铝的吸收率可达60-70%。
2、吸收率会随温度升高而增加,一旦形成匙孔,匙孔内的多次反射会使吸收率迅速提高至80-90%。
3、氢在液态铝中的溶解度远大于固态铝,温度越高溶解度越大。凝固过程中,溶解度会急剧下降,过饱和的氢析出形成气孔。这是铝合金焊接气孔的主要来源。
二、铝合金分类
1、加工硬化型 (不可热处理强化):1xxx (纯铝),3xxx (Al-Mn),5xxx (Al-Mg)。通过冷变形提高强度,焊接时HAZ会发生回复和再结晶,导致强度下降。
2、热处理强化型:2xxx (Al-Cu),4xxx (Al-Si, 主要作焊丝),6xxx (Al-Mg-Si),7xxx (Al-Zn-Mg-Cu)。通过固溶处理+时效析出强化相提高强度,在焊接时HAZ中的强化相会溶解或粗化,导致强度大幅下降。
5xxx系通常焊接性较好,但Mg含量高时易蒸发;6xxx系焊接性良好,但HAZ软化严重;2xxx和7xxx系强度高,但热裂纹和气孔倾向大,焊接难度高。
三、铝合金激光焊
1、激光-材料相互作用模式
热导焊模式:功率密度<10⁵ W/cm²,仅表层熔化,适用于薄板焊接,但熔深受限。
匙孔焊模式:功率密度>10⁶ W/cm²,形成稳定匙孔,实现深熔焊接(深宽比可达10:1),但对参数稳定性要求极高。
2、铝合金激光焊中气孔的控制
优化激光参数,例如功率、速度、焦点
采用脉冲激光或光束摆动 (如圆形、8字形扫描),改善匙孔稳定性和熔池流动,促进排气。
采用双光点技术,前光点开孔,后光点稳定熔池。
减压焊接 (真空或低气压):类似电子束焊,显著减少羽辉,稳定匙孔,促进气体逸出,能大幅提高熔深和质量,但设备复杂昂贵。
3、典型应用场景
航空航天:飞机蒙皮、发动机燃烧室结构焊接,减重18%的同时提升强度。
新能源汽车:电池托盘、车身框架焊接,实现轻量化与密封性统一。
四、激光-电弧复合焊
1、基本原理与优势
激光提供集中的能量,实现深熔,稳定电弧。
电弧提供额外的热量,熔化填充焊丝,增加熔宽,桥接间隙,并对铝表面有阴极清理作用(取决于电弧极性)。
优势:更高的焊接速度、更大的熔深、更好的间隙桥接能力、更灵活的冶金控制、更低的变形。
2、激光-电弧复合焊类型
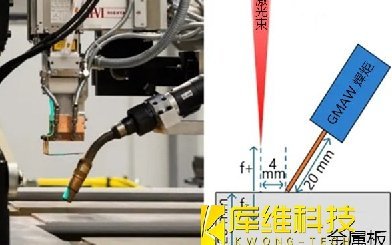
(1)电弧在前/激光在后:电弧预热工件,提高激光吸收率,可能获得更大熔深。
(2)激光在前/电弧在后:激光形成匙孔,电弧负责填充和修饰焊缝形状。这是更常见的组合,有利于提高间隙桥接能力和焊缝成形。
(3)同轴复合焊:激光与电弧同轴输出,空间协同性最佳,但设备复杂度高。
3、激光-电弧复合焊中气孔的控制
激光/电弧功率平衡:增大电弧电流可以扩大匙孔直径,稳定熔池,减少气孔。但过高的电弧功率也可能引入更多氢。
气体保护:外层采用He+Ar混合气(He比例30-50%),内层纯Ar,降低氢含量。
填充焊丝优化:选择ER4043(Al-Si)焊丝,凝固收缩率低,减少微裂纹和气孔倾向。
4、工业化应用案例
轨道交通:德国西门子高铁车体采用LAHW焊接,生产节拍缩短至3分钟/节。
船舶制造:铝合金三明治结构焊接,接头强度达母材90%,焊后变形<0.5 mm。