激光熔覆技术(Laser Cladding)作为先进制造领域的前沿技术,通过高能激光束与金属粉末的协同作用,在基材表面形成冶金结合的致密涂层,成为航空航天、能源装备、交通运输等领域的核心修复与增材制造手段。本文系统解析其技术逻辑与应用要点。
一、技术原理与核心优势
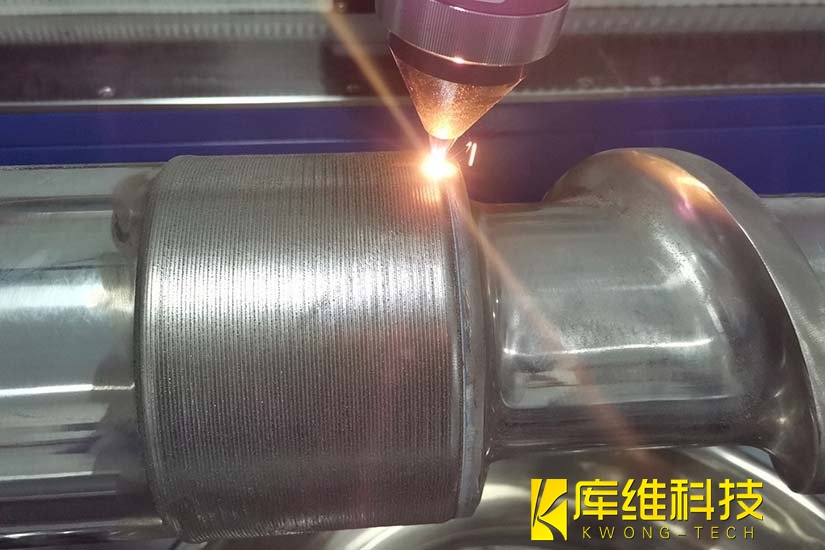
技术原理:激光熔覆通过高能量密度激光束(10³-10⁶ W/cm²)扫描基材表面,同步送粉或预置合金粉末与基材表层同步熔化,形成微米级薄熔池(厚度约0.1-2 mm)。熔池在光束移开后快速凝固(冷却速率10³-10⁶ K/s),与基材冶金结合,形成梯度功能涂层。其本质是“激光能量-材料交互”的动态凝固过程,核心是控制熔池的热输入与成分均匀性。
核心优势:
-
低稀释率:熔覆层与基材的成分混合区仅占总厚度的5%以下(稀释率<5%),显著优于传统堆焊(稀释率15%-30%),保留合金设计的高性能;
-
热损伤小:激光聚焦加热区域小,基材整体温升<100℃,避免变形或组织粗化,适用于精密零部件修复;
-
材料适配广:可熔覆镍基、钴基、陶瓷增强复合粉末,满足耐磨(如WC颗粒增强)、耐蚀(如Ni-Cr-Mo系)等多元需求;
-
高效可控:单道熔覆速率可达0.5-2 m/min,配合自动化设备实现批量生产。
二、关键参数、影响机制与技术选型
核心参数:激光功率(P,kW)、扫描速度(v,mm/s)、送粉速率(f,g/min)、光斑直径(d,mm)是决定熔覆质量的四大参数。根据能量守恒,需满足P/(v·d)≈熔覆所需热输入阈值(通常80-200 J/mm²),过低易导致未熔合,过高则引发气孔或过熔。
-
激光功率(P):直接影响熔覆层深度与稀释率。功率过高易导致基体过热变形,过低则粉末熔化不充分。例如,在45钢表面熔覆Ni60合金时,功率3.0kW可获得最佳硬度(67HRC)。
-
扫描速度(V):与功率协同控制热输入。速度过快会导致熔覆层厚度不均,过慢则增加热影响区,引发变形。实验表明,扫描速度1000mm/min时,熔覆层表面平整度最优。
-
光斑直径(D):小光斑(如0.5mm)可提升涂层质量,但大光斑(如2mm)适用于大面积修复。光斑尺寸与功率密度成反比,需根据材料特性调整。
-
送粉速率(F):与激光功率匹配以控制熔池稳定性。送粉不足会导致涂层气孔率上升,过量则降低粉末利用率。典型送粉速率为5-20g/min。
影响机制:
稀释率δ≈(f·t)/(P·v),其中t为粉末飞行时间,δ直接决定涂层成分纯度;
残余应力与冷却速率正相关,高扫描速度(>8 mm/s)可降低拉应力,减少裂纹风险;
层厚(单道0.2-1.5 mm)需与基材热膨胀系数匹配,避免界面应力集中。
技术选型建议:
基材为45钢/不锈钢时,优先选镍基(Ni60)或铁基(Fe45)合金,兼顾成本与耐磨性;
高温工况(如汽轮机叶片)推荐钴基(Stellite 6),其高温强度与抗氧化性更优;
复杂曲面熔覆需搭配振镜扫描系统,确保光斑轨迹精度(±0.05 mm);
大型部件(如轧辊)建议采用同轴送粉,避免旁轴送粉的边缘能量衰减。
三、完整工艺流程
1、预处理阶段
表面清理:采用喷砂(SA2.5级)或等离子清洗,去除氧化层及油污。有数据统计表明,预处理质量不合格会导致熔覆层出现气孔。
缺陷检测:渗透探伤或磁粉检测,排除基材裂纹、气孔,避免熔覆层失效。
预热处理:高碳钢基材需预热至150-200℃,降低热应力。实验表明,预热可使裂纹发生率从18%降至3%。
2、熔覆阶段
粉末输送:同步送粉法(如环形送粉)可精确控制送粉量,减少气孔率,适用于复杂形状零部件。
参数优化:以镍基合金熔覆为例,激光功率1-3kW、扫描速度5-20mm/s、送粉速率5-20g/min,通过试熔调整预热温度(100-200℃)以降低残余应力。
多层熔覆:单道送粉厚度0.2-2.0mm,分层熔覆时每层厚度控制在0.5-1mm,搭接率30-50%以保证均匀性。
3、后处理阶段
缓冷控制:熔覆后在惰性气体(Ar)环境中冷却,避免急冷导致裂纹(尤其高碳基材);
热处理:对高应力部件进行550℃去应力退火,消除残余应力。
机械加工:车削/磨削修正尺寸(公差±0.02 mm),表面抛光至Ra≤1 μm;
性能检测:硬度梯度测试(表层HV 800-1200)、XRD分析物相、超声波检测内部缺陷,确保符合国标(GB/T 29713-2013)。
实际应用:激光熔覆工艺应用浅析
激光熔覆技术通过精准控制工艺参数,实现了高性能涂层的低成本制备,广泛应用于航空航天、汽车制造及矿山设备等领域,正推动工业表面强化从“经验修复”向“科学设计”转型。